
Page 55 - nikken
P. 55
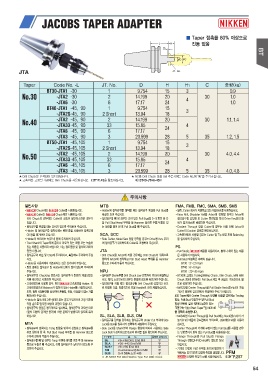
▒ Taper 접촉률 80% 이상으로
진동 없음
JTA
Taper Code No. -L JT. No. D H H1 C 중량(kg)
BT30 -JTA1 -30 1 9.754
No.30 -JTA2 -30 2 14.199 15 3 0.9
No.40 -JTA6 -30 6 17.17 20 30 1.0
BT40 -JTA1 -45, 90 1 9.754 24 4 1.0
No.50 -JTA2S -45, 90 13.94
-JTA2 -45, 90 2 Short 14.199 15 3
-JTA33 -45, 90 2 15.85 18
-JTA6 -45, 90 33 17.17 20 30 1.1, 1.4
-JTA3 -45, 90 6 20.599 24 4
BT50 -JTA1 -45, 105 3 9.754
-JTA2S -45, 105 1 13.94 28 5 35 1.2, 1.5
-JTA2 -45, 105 14.199 15
-JTA33 -45, 105 2 Short 15.85 18 3
-JTA6 -45, 105 2 17.17
-JTA3 -45, 105 33 20.599 20 30 4.0, 4.4
6 24 4
3
28 5 35 4.0, 4.6
P.43을 참조하십시오.
★ Drill Chuck은 부착되어 있지 않습니다. ★ NC용 Drill Chuck 포함 Set 주문시에는 Code No.에 “N”을 추가하십시오.
★ 고속회전·고정밀 가공에도 Slim Chuck을 사용하십시오. 예) BT40-JTA6-45N
일반사항 MTB FMA, FMB, FMC, SMA, SMB, SMS
• Chuck에는 Collet를 사용하십시오. •Holder에 절삭공구를 장착할 때는 절삭공구 체결용 Pull Stud를 •필히, Cutter 회사가 지정하고 있는 체결 Bolt를 사용하십시오.
확실히 조여 주십시오. •Face Mill, Shoulder Mill을 Arbor에 장착할 경우는 Arbor에
• Collet는 Chuck에만 사용하십시오.
•절삭공구를 빼 낼 경우는 조여 있는 Pull Stud를 2~3 회전 푼 다 절삭공구를 삽입한 후 Cutter 회전방향 쪽의 Drive Key와의 틈
타사 Chuck의 경우에는 Collet의 성능이 불만족스러운 경우가 음 Pull Stud Head 부위를 동 Hammer 등으로 두들겨 물려 있 새가 없게 Bolt로 체결하여 주십시오.
는 상태를 떼어 낸 후 Pull Stud를 빼 주십시오. •Coolant Through 대응 Cutter의 경우는 사용 전에 Arbor와
있습니다. Cutter의 Coolant 경로를 확인하십시오.
SCA, SCC •고속회전에서 사용할 경우는 Cutter 및 Tip 체결 후에 Balancing
•절삭공구를 취급할 때는 다치지 않도록 주의하여 주십시오. 을 실시하여 주십시오.
•Side Cutter, Metal Saw 등을 장착할 경우는 Drive용 Key 부위
•Holder 및 절삭공구를 장착시에는 벤젠 등을 사용하여 접촉부에 에 절삭공구가 위치하도록 Collar로 조정하여 주십시오.
Oil 등을 제거하여 주십시오. JTA
•Holder의 보관시는 녹(부식) 등에 주의하여 주십시오. •Drill Chuck을 Arbor에 끼울 경우에는 Drill Chuck이 위쪽으로
향하게 Arbor에 장착하고 Pull Stud Head 부위를 동 Hammer
•Tool Shank의 Taper부에 흠이나 마모가 있는 제품 또는 녹슬어 등으로 수차례 두들겨 주십시오.
있는 제품은 사용하지 마십시오. 이는 정도불량 및 절삭력 저하의 NPU PS
원인이 됩니다. •절삭공구 Shank부를 Drill Chuck Jaw 안쪽까지 끼워서 체결하십 •Pull Stud는 제품을 사용하시고, 흠이나 휘어 있는 제품
시오. 특히, 소경 Drill의 경우는 흔들림 정도를 확인하여 주십시오.
•절삭공구의 파손 및 Chip에 주의하시고, 복장에도 주의하여 주십 은 사용하지 마십시오.
•절삭공구를 끼울 때는 절삭공구를 Drill Chuck에 삽입하고 손으
시오. 로 체결한 다음, 최종적으로 전용 Handle로 조여 체결하십시오. •Pull Stud 체결력은 아래와 같습니다.
•Holder를 사용자께서 개조하시는 것은 삼가하여 주십시오. BT30 : 2~2.5 Kgm
•회전 중에는 절삭공구 및 Holder에 신체가 닿지 않도록 주의하여 BT40 : 6~8 Kgm
주십시오. BT50 : 20~25 Kgm
•절삭공구의 Chucking 완료시는 절삭공구가 완전히 체결되었는 •BT30용 고정도 Tooling(Milling Chuck, Slim Chuck, MINI MINI
지를 확인하고 사용하여 주십시오. Chuck 등)에 관해서는 Pull Stud 체결 후 공급도 가능하므로 별
•고속회전으로 사용할 경우, 필히 고속회전용 Holder, 즉 도로 상담하여 주십시오.
고속회전용으로 Balance가 잡혀져 있는 Hoder를 사용하십시오. •MAS30형 Center Through용 Pull Stud는 Neck경( d2)이 가늘
또한, 필히 시험운전을 실시하여 흔들림, 진동, 이상음이 없는 가를 기( 7) 때문에 강도면에서 유념하여 주시기 바랍니다.
확인하여 주십시오. #30 Taper에서 Center Through 사양을 사용할 경우에는 Tooling
•Holder는 절삭시에 고온 상태가 되는 경우가 있으므로 가공 직후에 형상, Pull Stud 인장기구 및 Pull Stud
직접 손으로 만지면 화상의 위험이 있습니다. 형상 전반에 걸쳐 1단계 Up되어 있는
•절삭공구의 점검은 정기적으로 실시하고, 절삭공구의 과도한 마모 “2면구속·1/10 Short Taper”인 NC5-46
(절삭 저항의 급격한 증가)에 의한 문제가 발생되지 않도록 유의 SL, SLA, SLB, SLS, DM 을 강력히 추천합니다.
하십시오. •절삭공구를 장착할 경우에는 절삭공구의 Under Cut 부위에 Side •MAS40형 Center Through용 Pull Stud에는 Neck경( d2)이 가
Lock용 Bolt를 일치시켜 강력하게 체결하여 주십시오.
MTA 늘기( 10) 때문에 강도면에서 약하므로, JIS40형( 14)을 사용하
•Side Lock용 Shank부의 Flange 형상에 따라서 사용하는 Side
•절삭공구의 장착시는 Tang 방향을 맞추어 삽입하고 절삭공구를 Lock Bolt가 상이하므로 Bolt의 위치를 필히 확인하여 주십시오. 십시오.
위로 향하게 한 후, Pull Stud Head 부위를 동 Hammer 등으로
수차례 강하게 두들겨 주십시오. •Center Through의 기계에 구멍이 없는 Pull Stud를 사용할 경우
•절삭공구를 빼 낼 경우는 Tang 구멍에 쇄기를 끼운 후 동 Hammer 는 단면연마가 되어 있는 Pull Stud를 사용하십시오.
등으로 두들겨 빼 주십시오. 이때 절삭공구가 날아가지 않도록 주
의하여 주십시오. TYPE 용도 축방향 조절나사 •Flange Through용 Pull Stud는 Flange
SL 무
SLA 6~ 16 Drill, End Mill 유 Through 전용입니다(O-ring부). 별도로 상담
SLS※ 20~ 42 End Mill 무
DM 6~ 50 End Mill 무 하십시오.
SLB 유
Combination용 End Mill •기계의 인장력 이상 유무를 초기에 발견하기
Drill DSA 소켓 사용
위해서는 정기적으로 인장력 측정을 권장합니다. PFM
P.257
※ JIS B4005 End Mill과 Weldon Type End Mill용 입니다. 인장력 측정 Tool을 사용하십시오.
54