
Page 179 - dyc
P. 179
Technical Data
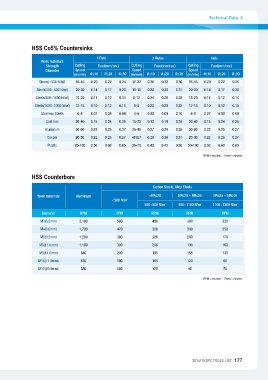
HSS Co5% Countersinks
Work materials Cutiing 1 Flute Cutiing 3 Flutes Cutiing Hole
Strength Speed Feed(mm/rev.) Speed Feed(mm/rev.) Speed Feed(mm/rev.)
Diameter (m/min) Ø≤10 Ø≤20 Ø≤30 (m/min) (m/min) Ø≤10 Ø≤20 Ø≤30
0.20 0.22 0.24 Ø≤10 Ø≤20 Ø≤30 0.20 0.22 0.24
Steels(<500 N/㎟) 35-45 17-22 0.30 0.32 0.36 35-45
Steels(500~800 N/㎟) 20-30 0.14 0.17 0.20 10-15 0.28 0.30 0.31 20-30 0.14 0.17 0.20
Steels(800~1000 N/㎟) 15-20 0.11 0.12 0.14 8-12 0.24 0.26 0.28 15-20 0.11 0.12 0.14
Steels(1000~1300 N/㎟) 12-15 0.10 0.12 0.15 6-8 0.20 0.20 0.22 12-15 0.10 0.12 0.15
Stainless Steels 6-8 0.07 0.08 0.09 4-6 0.08 0.09 0.10 6-8 0.07 0.08 0.09
Cast Iron 20-40 0.15 0.24 0.28 15-25 0.13 0.19 0.24 20-40 0.15 0.24 0.28
Aluminum 50-60 0.22 0.25 0.27 35-45 0.27 0.30 0.35 50-60 0.22 0.25 0.27
Cooper 20-30 0.22 0.25 0.27 41927 0.29 0.30 0.31 20-30 0.22 0.25 0.27
Plastic 20-100 0.50 0.60 0.65 35-70 0.40 0.45 0.50 50-100 0.50 0.60 0.65
RPM = rev./min. Feed = min/rev.
HSS Counterbore
Carbon Steels, Alloy Steels
Work materials Aluminum <HRc20 HRc20 ~ HRc35 HRc35 ~ HRc40
Diameter RPM <500 N/㎟ 500~800 N/㎟ 800~1100 N/㎟ 1100~1300 N/㎟
M3(6.5mm) 2,100 RPM
M4(8.0mm) 1,700 RPM RPM RPM 320
M5(9.5mm) 1,200 590 480 380 250
M6(11.0mm) 1,100 470 380 300 170
M8(14.0mm) 840 380 320 260 160
M10(17.5mm) 670 300 240 190 130
M12(20.0mm) 550 240 195 155 80
190 165 120 70
160 125 95
RPM = rev./min. Feed = min/rev.
2014/15 DYC TOOLS LIST 177