
Page 177 - dyc
P. 177
Technical Data
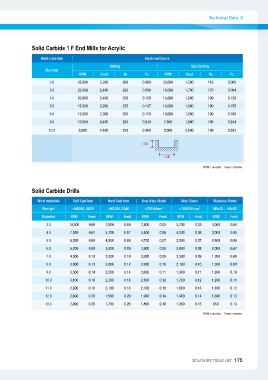
Solid Carbide 1 F End Mills for Acrylic
Work materials Hardened Steels
Diameter Sloting Side Cutting
2.0 RPM Feed Ve Fz RPM Feed Ve Fz
3.0 32,000 0.069 23,000 0.065
4.0 25,000 2,200 200 0.096 18,000 1,500 145 0.094
5.0 20,000 0.120 15,000 0.120
6.0 15,000 2,400 235 0.147 12,000 1,700 170 0.150
8.0 13,500 0.170 10,000 0.180
10.0 10,000 2,400 250 0.240 7,800 1,800 190 0.244
8,000 0.300 8,000 0.333
2,200 235 1,800 190
1.5D 1.0D
2,300 255 1,800 190
2,400 250 1,900 195
2,400 250 2,000 190
RPM = rev./min. Feed = min/rev.
Solid Carbide Drills
Work materials Soft Cast Iron Hard Cast Iron Non-Alloy Steels Alloy Steels Stainless Steels
Strength
Diameter <HB240, GG25 <HB300, GG40 <700 N/mm2 <1000 N/mm2 HRc45 ~ HRc55
3.0
4.0 RPM Feed RPM Feed RPM Feed RPM Feed RPM Feed
5.0
6.0 10,500 0.06 7,600 0.06 7,800 0.05 5,700 0.05 4,000 0.04
7.0
8.0 7,800 0.07 5,700 0.07 5,800 0.06 4,300 0.06 3,000 0.05
9.0
10.0 6,200 0.08 4,500 0.08 4,700 0.07 3,500 0.07 2,400 0.06
11.0
12.0 5,200 0.09 3,800 0.09 3,900 0.08 2,800 0.08 2,000 0.07
13.0
4,500 0.10 3,300 0.10 3,300 0.09 2,500 0.09 1,700 0.08
3,900 0.12 2,800 0.12 2,900 0.10 2,100 0.10 1,500 0.09
3,500 0.14 2,500 0.14 2,600 0.11 1,900 0.11 1,300 0.10
3,100 0.16 2,300 0.16 2,300 0.12 1,700 0.12 1,200 0.11
2,800 0.18 2,100 0.18 2,100 0.13 1,600 0.13 1,100 0.12
2,600 0.20 1,900 0.20 1,900 0.14 1,400 0.14 1,000 0.13
2,400 0.20 1,700 0.20 1,800 0.16 1,300 0.16 950 0.13
RPM = rev./min. Feed = min/rev.
2014/15 DYC TOOLS LIST 175