
Page 81 - nikken
P. 81
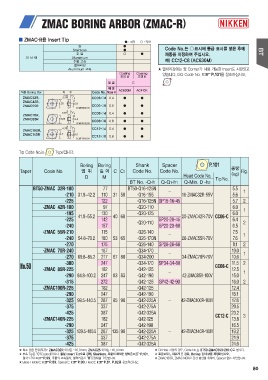
▒ ZMAC-R용 Insert Tip : 최적 : 적합
피삭재 강 Code No.는 ◯ 표시에 등급 표시를 넣은 후에
Stainless 재종을 지정하여 주십시오.
예) CC12-C8 (AC630M)
주물
Aluminium ★ 열처리강에는 양 Corner가 사용 가능한 Insert도 시판되고
주물 고속
열처리강
Aluminium 고속
Coating Coating 있습니다. ISO Code No. P.101을 참조하십시오.
초경 M 초경 K
등급 C
적용 Boring Bar 치수 재종 AC630M AC410K
Code No. Nose R
ZMAC32R,
ZMAC42R, CC06-◯4 0.4
ZMAC55R
CC06-◯8 0.8
ZMAC70R, CC08-◯4 0.4
ZMAC85R CC08-◯8 0.8
ZMAC100R, CC12-◯4 0.4
ZMAC140R CC12-◯8 0.8
Tip Code No.는 Type입니다.
Boring Boring Shank Spacer P.101 중량
범위 깊 이 C C1 Code No. Code No. (kg)
Taper Code No. Head Code No. Fig.
D M BT No. -Q-h Q-Q1-h1 Q-Min. D -h2
Tip No.
BT50-ZMAC 32R-180 77 BT50-Q16-125N - 16-ZMAC32R-55V 5.5 1
-210 31.8~42.2 110 31 50 -Q16-155 5.6
-225 122
-ZMAC 42R-180 -Q16-125N SP16-16-45 5.7 2
-195 97 -Q20-110 - 6.0 1
-225 -Q20-125 6.0 2
41.8~55.2 130 40 60 SP20-20-45 20-ZMAC42R-70V CC06-C 6.4
142 -Q20-110
-240 157
-ZMAC 55R-210 SP20-20-60 6.5
115 -Q26-140 - 26-ZMAC55R-70V 7.5 1
-240 54.8~70.2 180 53 65 -Q26-170N 7.6
-270 175
-ZMAC 70R-240 -Q26-140 SP26-26-60 8.1 2
187 -Q34-170 - 34-ZMAC70R-70V 10.0 1
-270 69.8~85.2 217 67 80 -Q34-200 10.6
-300 247
No.50 -ZMAC 85R-225 182 -Q34-170 SP34-34-60 CC08-C 11.5 2
-Q42-125 - 42-ZMAC85R-100V 12.5 1
-290 84.8~100.2 247 83 83 -Q42-190 15.0
-315 272
-ZMAC100R-225 -Q42-125 SP42-42-90 16.0 2
182 -Q42-125 12.4
-290 247
-325 99.5~140.5 287 95 98 -Q42-190 15.1
-375 337 -Q42-225A - 42-ZMAC100R-100V 17.8
-425 -Q42-275A 20.5
-ZMAC140R-225
387 -Q42-325A CC12-C 23.2 3
182 -Q42-125 13.8
-290 247
-325 139.5~180.5 287 135 98 -Q42-190 16.5
-375 337 -Q42-225A - 42-ZMAC140R-100V 19.2
-425 387 -Q42-275A 21.9
-Q42-325A 24.6
★ 최소 읽음 단위(직경) : ZMAC32R 이상은 : 0.01mm, ZMAC25 이하는 : 0.02mm ★ Oil Hole 사양의 경우, Code No.는 BT50-ZMAC55R-210-C로 됩니다.
★ 부속 Tip은 “C”(Coated)입니다. 동일 Insert Tip으로 강재, Stainless, 주물의 쾌적한 절삭은 P.101, ★ 표준보다 L 치수가 긴 경우, Boring 깊이 M을 지정하십시오.
절삭조건은 P.99, 주물의 고속절삭, 열처리강은 “B”(CBN)을 권장합니다. ★ ZMAC100R, ZMAC140R은 강성 향상을 위하여, Spacer 없는 사양입니다.
★ Base Holder는 P.89, Spacer는 P.90, Head는 P.81, P.82를 참조하십시오.
80