
Page 251 - nikken
P. 251
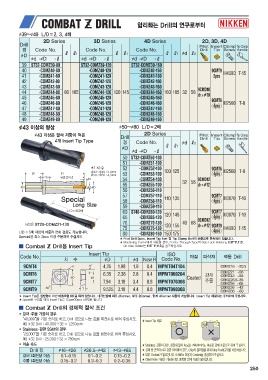
합리화는 Drill의 연구로부터
39~ 49 L/D = 2, 3, 4배
Drill 2D Series 3D Series 4D Series 2D, 3D, 4D
경 Code No. ℓ ℓ1 Code No. ℓ ℓ1 Code No. ℓ ℓ1
d - D -ℓ d - D -ℓ d - D -ℓ Pilot Insert Clamp Tip Clamp
D
d ℓ2 Drill Tip Screw Handle
39 ST32-COMZ39-80 ST32-COMZ39-120 ST32-COMZ39-160
40 -COMZ40-80 -COMZ40-120 -COMZ40-160 9CMT9
41 -COMZ41-80 -COMZ41-120 -COMZ41-160 2pcs M4090 T-15
42 -COMZ42-80 -COMZ42-120 -COMZ42-160
43 -COMZ43-80 -COMZ43-120 -COMZ43-160
44 -COMZ44-80 80 105 -COMZ44-120 120 145 -COMZ44-160 160 185 32 58 9CMD10
45 -COMZ45-80 -COMZ45-120 -COMZ45-160 d1= 10
46 -COMZ46-80 -COMZ46-120 -COMZ46-160 9CMT6
47 -COMZ47-80 -COMZ47-120 -COMZ47-160 4pcs M2560 T-8
48 -COMZ48-80 -COMZ48-120 -COMZ48-160
49 -COMZ49-80 -COMZ49-120 -COMZ49-160
43 이상의 형상 50~ 80 L/D = 2배
43 이상은 절삭 저항이 적은 Drill 2D Series Pilot Insert Clamp Tip Clamp
4개 Insert Tip Type 경 Code No. ℓ ℓ1 Drill Tip Screw Handle
d - D -ℓ
사진은 ST25-COMZ21-130 D d ℓ2
L/D = 5배 이상의 제품과 면취 겸용도 가능합니다.
Special은 최소 2pcs 이상 주문하여 주십시오. 50 ST32-COMZ50-100
51 -COMZ51-100
▒ Combat Drill용 Insert Tip 52 -COMZ52-100 9CMT6
53 -COMZ53-100 100 125 4pcs M2560 T-8
54 -COMZ54-100 32 58 9CMD12
55 -COMZ55-100 d1= 12
56 -COMZ56-110
57 -COMZ57-110 9CMT7
58 -COMZ58-110 110 135 4pcs M3070 T-10
59 -COMZ59-110 9CMT7
60 ST40-COMZ60-120 4pcs
65 -COMZ65-120 120 145 9CMD12 M3070 T-10
70 T-15
75 -COMZ70-130 130 155 40 68 d1 = 12 9CMT9 M4090
80 -COMZ75-130 4pcs
-COMZ80-150 150 175
★ Pilot Drill 2pcs, Insert Tip 1set 및 Tip Clamp Bolt가 표준으로 부속되어 있습니다.
★ Machining Center에서 사용할 경우, Center Through Type의 Side Lock Holder는 P.110,
Oil Hole Holder는 P.113을 참조하십시오.
Code No. 치수 Insert Tip T ISO 재질 피삭재 적용 Drill
D d Nose R Code No.
9CMT4 4.76 1.98 1.9 0.4 MPMT04T104 COMZ16 ~20.5
9CMT6 6.35 2.38 2.8 0.4 MPMT060204 Coated 강재 COMZ21 ~26
9CMT7 7.94 3.18 3.4 0.8 MPMT070308 주물 COMZ43 ~55
9CMT9 9.525 3.18 4.4 COMZ26.5~35
0.8 MPMT090308 COMZ56 ~65
COMZ36 ~42
COMZ66 ~80
★ Insert Tip은 정방형이 아닌 마름모형 86°로 되어 있습니다. 대각선상에 외주 2Corner, 내주 2Corner, 합계 4Corner 사용이 가능합니다. Insert Tip 체결시는 주의하여 주십시오.
★ Spare로 구입할 때의 Insert Tip은 1Case(10pcs 단위)로 됩니다.
▒ Combat Drill의 경제적 절삭 조건
● 강재·주물 가공의 경우 ★ Insert Tip 체결
“40,000”을 기본 숫자로 하고, Drill 경으로 나눈 값을 회전수로 하여 주십시오.
★ Stainless·강판의 경우, 회전수(절삭 속도)는 저속이더라도 이송은 강재 수준으로 하여 주십시오.
예) 32 Drill : 40,000÷32 = 1,250rpm ★ 강재 등 끈적거리고 강한 피삭재의 경우, Chip의 끊어짐을 위해 Step Feel(G73)을 사용하십시오.
★ 내부 Coolant가 필요합니다. 0.5MPa 이상의 Coolant를 공급하여 주십시오.
● Stainless·강판 SS41의 경우 ★ Offset Hole 가공은 가능하지만, 중복된 판재 가공은 불가합니다.
“25,000”을 기본 숫자로 하고, Drill 경으로 나눈 값을 회전수로 하여 주십시오.
250
예) 32 Drill : 25,000÷32 = 780rpm
● 이송 속도
Drill 경 16~ 26 26.5~ 42 43~ 85
0.1~0.15 0.1~0.2 0.15~0.2
강재 1회전당 이송 0.15~0.2 0.2~0.3 0.2~0.35
주물 1회전당 이송