
Page 248 - nikken
P. 248
▒ 절삭유에 대하여
① Radical Reamer 이외의 절삭유는 유성으로 유황, 염소 등의 극압첨가제를 첨가한 것이 이상적입니다.
절삭유의 청결에도 항상 신경을 쓰고 이물질이 들어가지 않도록 주의해 주십시오.
※ 알류미늄에서 유성 절삭유를 사용하면 Chip 배출에 문제가 발생할 수 있습니다.
혼합 수용성 절삭유를 사용해 주십시오.
② 절삭유는 가공 부분에 대해 연속적으로 충분히 급유해 주십시오. 특히 깊은 가공에서는 깊은 부분에서
절삭유를 사용해 주십시오.
③ 주물(FC)의 경우는 통상적으로 절삭유가 없어도 가공이 가능합니다. 하지만 가공 면, 조도에
만족하지 못할 경우 또는 가공경을 확대할 경우에는 절삭유를 사용하여 가공해 주십시오.
④ Radical Reamer 등에서 수용성 절삭유인 경우, JIS A1종1호(구 W1종2호)로 하고
희석배율은 5~10배로 사용해 주십시오. 희석배율이 낮을수록 Reamer 수명이 길어집니다.
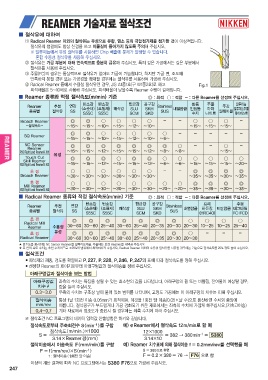
▒ Reamer 종류와 적정 절삭속도(m/min) 기준 ◎ : 최적 ◯ : 적합 - : 다른 Reamer를 선정해 주십시오.
Reamer 추천 연강 탄소강 탄소강 합금강 공구강 Stainless 내열합금 황동 주물 주강 알루미늄
종류별 절삭유 SS (소순재) (조질재) 쾌삭강 SUJ SKH SUS 인청동 마하 밀레이블 알루미늄주물
S55C S55C SCM SKD 수지 나이트 다이캐스트
Broach Reamer ◎◎ ◯ ◯ ◯ ◯ - - ◯◯◯ -
~절삭속도~ ~15~ ~15~ ~15~
~15~ ~15~ ~10~ ~15~ ~12~ ~10~
SQ Reamer ◎◎◯◯◯◯◯ - - - - -
~15~ ~15~ ~10~ ~15~ ~12~ ~10~ ~6~
NC Sensor ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◯ - - ◯ -
Reamer ~8~ ~15~
유성 ~15~ ~15~ ~12~ ~15~ ~15~ ~12~ ~8~ ◯ ◯
RSS Right Lead Reamer를 포함 ◯ ~15~ ~15~ ◯◯
Touch Cut ◎ ◎ ◎ ◯ ◎ ◎ ◯ ~6~ ~15~ ~20~
Skill Reamer ~15~ ~6~
~15~ ~15~ ~12~ ~15~ ~12~
RSS Right Lead Reamer를 포함
초경 ◯◯◯◯◯◯ - - ◎◎◎◎
Broach Reamer ~30~ ~30~ ~30~ ~30~ ~30~ ~30~
~35~ ~35~ ~30~ ~35~
초경 ◯ ◯ ◯ ◯ ◯ ◯ ◯ ◯ ◎◎◎◎
Mill Reamer
RSS Right Lead Reamer를 포함 ~30~ ~30~ ~30~ ~30~ ~30~ ~30~ ~20~ ~20~ ~35~ ~35~ ~30~ ~35~
▒ Radical Reamer 종류와 적정 절삭속도(m/min) 기준 ◎ : 최적 ◯ : 적합 - : 다른 Reamer를 선정해 주십시오.
Reamer 추천 연강 탄소강 탄소강 합금강 공구강 Stainless 내열합금 프리 티탄합금 주물
종류별 절삭유 SS (소순재) (조질재) 쾌삭강 SUJ SKH SUS 하든강 태그타일
S55C S55C SCM SKD (HRC40) FC·FCD
초경 수용성
Radical Mill 유성 ◎◎◎◎◎◎◎ ◯ ◯ ◯ ◯
Reamer 30~60 30~60 25~40 30~60 25~40 20~35 20~30 20~30 10~25 10~25 25~40
초경
◎◎◎◎◎◎◎◯ - - -
Radical Reamer
30~60 30~60 25~40 30~60 25~40 20~35 20~30 20~30
★ 면조도를 중시하면 NC Sensor Reamer를 알루미늄주물, 주물에는 초경 Reamer를 채택해 주십시오.
★ 표 안의 속도 수치는 추천 수치이므로 ±25%의 범위에서 최적화시켜 주십시오. Radical Reamer 이외의 수용성 절삭유를 사용할 경우에는 기준으로 절삭속도를 25% 정도 줄여 주십시오.
▒ 절삭조건
● 피삭재의 재종, 경도를 확인하고 P. 227, P. 228, P. 246, P. 247의 표에 따라 절삭속도를 정해 주십시오.
● 선정한 Reamer의 페이지로부터 아래구멍값과 절삭이송을 정해 주십시오.
아래구멍값과 절삭이송 보는 방법
아래구멍값 좌측의 수치는 특징을 살릴 수 있는 최소한의 값을 나타냅니다. 아래구멍의 휨 또는 비틀림, 잔여물이 예상될 경우,
치수 값을 늘려 주십시오.
0.3~3.0 우측의 수치는 구조상 날이 붙어 있는 범위를 나타내며, 고정도 가공에는 이 아래구멍의 치수는 피해 주십시오.
절삭이송 통상 1날 1회전 이송 0.05mm가 최적이며, 이것을 1회전 당 이송(0.05×날 수)으로 환산하면 수치의 중앙에
mm/rev 이릅니다. 절삭공구가 부드럽거나 가공 경화되기 쉬운 재료에서는 좌측의 수치에 가깝게 해주십시오.(저속고이송)
0.4~0.7 기타 재료에서 정조도가 중요시 될 경우에는 좌측 수치에 따라 주십시오.
※ 절삭조건 NC 프로그램의 데이터 입력값 산출방법은 하기와 같습니다.
이상의 계산 결과에 따라 NC 프로그램에서는 S380 F76으로 가공해 주십시오.
247