
Page 244 - nikken
P. 244
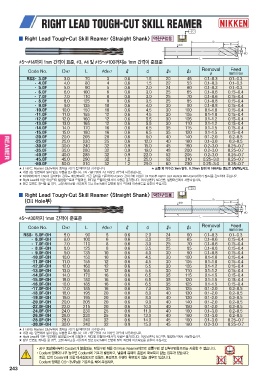
▒ Right Lead Tough-Cut Skill Reamer <Straight Shank> 막힌구멍용
5~ 14까지 1mm 간격이 표준, 3, 4 및 15~ 100까지는 1mm 간격이 준표준
Code No. DH7 L d1h7 ℓ d ℓ1 ℓ2 Removal Feed
mm/rev
RSS- 3.0F 3.0 70 3 0.6 1.5 20 45 0.1~0.3 0.1~0.3
- 4.0F 4.0 80 4 0.6 1.5 22 53 0.1~0.3 0.1~0.3
- 5.0F 5.0 90 5 0.6 2.0 24 60 0.1~0.3 0.1~0.3
- 6.0F 6.0 100 6 0.6 3.0 25 65 0.1~0.6 0.15~0.4
- 7.0F 7.0 110 8 0.6 3.0 25 70 0.1~0.6 0.15~0.4
- 8.0F 8.0 125 8 0.6 3.5 25 85 0.1~0.8 0.15~0.4
- 9.0F 9.0 135 10 0.6 4.0 30 90 0.1~0.8 0.15~0.4
-10.0F 10.0 150 10 0.6 4.5 30 100 0.1~1.0 0.15~0.4
-11.0F 11.0 155 12 0.6 4.5 30 105 0.1~1.0 0.15~0.4
-12.0F 12.0 160 12 0.6 5.5 30 105 0.1~1.2 0.15~0.4
-13.0F 13.0 165 12 0.6 5.5 30 110 0.1~1.2 0.15~0.4
-14.0F 14.0 170 16 0.6 6.5 35 115 0.1~1.5 0.15~0.4
-15.0F 15.0 180 16 0.6 6.5 35 120 0.1~1.5 0.15~0.4
-20.0F 20.0 205 20 0.6 9.0 40 140 0.1~2.0 0.2~0.5
-25.0F 25.0 230 25 0.6 12.0 40 160 0.1~3.0 0.2~0.5
-30.0F 30.0 240 32 0.9 15.0 45 160 0.2~3.0 0.25~0.7
-35.0F 35.0 280 32 0.9 19.0 48 200 0.2~3.0 0.25~0.7
-40.0F 40.0 285 32 0.9 22.0 52 205 0.2~3.0 0.25~0.7
-45.0F 45.0 290 32 1.2 25.0 52 210 0.25~3.0 0.25~0.7
-50.0F 50.0 310 32 1.2 29.0 60 230 0.25~3.0 0.25~0.7
★ℓ치수는 Reamer 선단부에서 최대경 D가 될 때까지의 치수입니다. ★ 표준 외 치수(0.1mm 단위, 0.01mm 단위)에 대해서는 별도로 상담하십시오.
★ 내경 d는 밑면에서 날이 없는 부분을 표시합니다. 1차 가공구멍이 d 이상일 경우에 사용하십시오.
★ 피삭재에 따라 Chip이 융착되는 경우도 예상되므로, 가공 깊이를 기준하여 Reamer 경의 2배 이상은 Oil Hole부 Right Lead Radical Mill Reamer(하기 참조)를 검토하여 주십시오.
★ Right Lead에 의한 의장력이 발생함으로써 드릴머신, 레디알 드릴머신에서의 사용은 불가합니다. 머시닝쎈터, NC선반, 밀링머신에서 사용하십시오.
★ 단부 밑면도 정삭을 할 경우, 고정 싸이클을 사용하지 말고 End Mill이 밑면에 닿기 직전에 이송속도를 낮추어 주십시오.
▒ Right Lead Tough-Cut Skill Reamer <Straight Shank> 막힌구멍용
(Oil Hole부)
5~ 30까지 1mm 간격이 준표준
Code No. DH7 L d1h7 ℓ d ℓ1 ℓ2 Removal Feed
mm/rev
RSS- 5.0F-OH 5.0 90 5 0.6 2.0 24 60 0.1~0.3
- 6.0F-OH 6.0 100 6 0.6 3.0 25 65 0.1~0.6 0.1~0.3
- 7.0F-OH 7.0 110 8 0.6 3.0 25 70 0.1~0.6 0.15~0.4
- 8.0F-OH 8.0 125 8 0.6 3.5 25 85 0.1~0.8 0.15~0.4
- 9.0F-OH 9.0 135 10 0.6 4.0 30 90 0.1~0.8 0.15~0.4
-10.0F-OH 10.0 150 10 0.6 4.5 30 100 0.1~1.0 0.15~0.4
-11.0F-OH 11.0 155 12 0.6 4.5 30 105 0.1~1.0 0.15~0.4
-12.0F-OH 12.0 160 12 0.6 5.5 30 105 0.1~1.2 0.15~0.4
-13.0F-OH 13.0 165 12 0.6 5.5 30 110 0.1~1.2 0.15~0.4
-14.0F-OH 14.0 170 16 0.6 6.5 35 115 0.1~1.5 0.15~0.4
-15.0F-OH 15.0 180 16 0.6 6.5 35 120 0.1~1.5 0.15~0.4
-16.0F-OH 16.0 185 16 0.6 6.5 35 125 0.1~1.5 0.15~0.4
-17.0F-OH 17.0 185 16 0.6 7.0 35 125 0.1~2.0 0.15~0.4
-18.0F-OH 18.0 195 20 0.6 8.0 40 130 0.1~2.0 0.2~0.5
-19.0F-OH 19.0 195 20 0.6 8.0 40 130 0.1~2.0 0.2~0.5
-20.0F-OH 20.0 205 20 0.6 9.0 40 140 0.1~2.0 0.2~0.5
-22.0F-OH 22.0 215 20 0.6 10.0 40 150 0.1~2.0 0.2~0.5
-24.0F-OH 24.0 230 25 0.6 11.0 40 160 0.1~3.0 0.2~0.5
-26.0F-OH 26.0 230 25 0.6 13.0 40 160 0.1~3.0 0.2~0.5
-28.0F-OH 28.0 240 32 0.6 14.0 45 160 0.1~3.0 0.2~0.5
-30.0F-OH 30.0 240 32 0.9 15.0 45 160 0.2~3.0 0.25~0.7
0.25~0.7
★ℓ치수는 Reamer 선단부에서 최대경 D가 될 때까지의 치수입니다.
★ 내경 d는 밑면에서 날이 없는 부분을 표시합니다. 1차 가공구멍이 d 이상일 경우에 사용하십시오.
★ Right Lead에 의한 의장력이 발생함으로써 드릴머신, 레디알 드릴머신에서의 사용은 불가합니다. 머시닝쎈터, NC선반, 밀링머신에서 사용하십시오.
★ 단부 밑면도 정삭을 할 경우, 고정 싸이클을 사용하지 말고 End Mill이 밑면에 닿기 직전에 이송속도를 낮추어 주십시오.
•공구 중심에서부터 Coolant가 분출되는, 막힌구멍 적용 Oil Hole Reamer이므로 관통구멍 및 단부구멍용으로는 사용할 수 없습니다.
•Coolant 압력이 너무 높으면 Coolant에 기포가 발생하고, 날끝에 유막이 충분히 확보되지 않는 경우가 있습니다.
또한, 압력 Coolant에 의한 미세진동으로 진원도, 표면조도 수명이 확보되지 않는 경우도 있습니다.
Coolant 압력은 0.5~3MPa을 기준으로 하여 주십시오.
243