
Page 1055 - widin
P. 1055
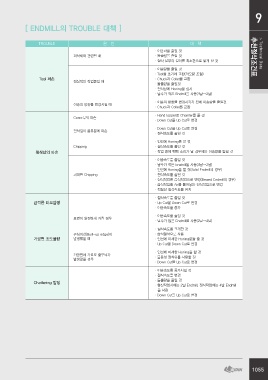
[ ENDMILL의 TROUBLE 대책 ] 9
TROUBLE 원인 대책 > Technical Data
피삭제와 관련될 때
ㆍ이송랴을 줄일 것 추천절삭조건표
Tool 파손 ㆍ돌출량을 줄일 것
정상적인 작업중일 때 ㆍ절삭 날부의 길이를 최소한으로 짧게 할 것
이송의 방향을 변경시킬 때 ㆍ이송량을 줄일 것
Coner부의 파손 ㆍTool을 초기에 교환(마모량 조절)
절삭깊이 끝부분에 파손 ㆍChuck과 Collet를 교환
Chipping ㆍ돌출량을 줄일것
ㆍ절삭날에 Honing을 실시
절삭날의 파손 ㆍ날수가 적은 Endmill을 사용(4날→2날)
과대한 Chipping ㆍ이송의 방향을 변경시키기 전에 이송량을 줄일것
ㆍChuck과 Collet를 교환
급격한 마모발생 표면이 일정하게 거칠 경우
가공면 조도불량 ㆍHand lapper로 Chamfer를 줄 것
구성이선(Built-up edge)이 ㆍDown Cut를 Up Cut로 변경
발생했을 때
ㆍDown Cut를 Up Cut로 변경
가공면에 가로로 줄무늬가 ㆍ절삭속도를 줄일 것
발생했을 경우
ㆍ인선에 Honing을 할 것
Chattering 발생 ㆍ절삭속도를 줄인 것
ㆍ작업 중에 삑삑 소리가 날 경우에는 이송량을 높일 것
ㆍ이송속도를 줄일 것
ㆍ날수가 적은 Endmill을 사용(4날→2날)
ㆍ인선에 Honing을 할 것(Solid Endmill의 경우)
ㆍ절삭속도를 줄일 것
ㆍ건식작업을 습식작업으로 변경(Brazed Endmill의 경우)
ㆍ습식작업을 Air를 불어넣는 건식작업으로 변경
ㆍ적절한 절삭속도를 유지
ㆍ절삭속도를 줄일 것
ㆍUp Cut을 Down Cut로 변경
ㆍ이송속도를 증가
ㆍ이송속도를 줄일 것
ㆍ날수가 많은 Endmill을 사용(2날→4날)
ㆍ절삭속도를 크게할 것
ㆍ습식절삭으로 사용
ㆍ인선에 미세한 Honing량을 줄 것
ㆍUp Cut을 Down Cut로 변경
ㆍ인선에 미세한 Honing을 할 것
ㆍ불용성 절삭유를 사용할 것
ㆍDown Cut을 Up Cut로 변경
ㆍ이송속도를 증가시킬 것
ㆍ절삭속도를 변경
ㆍ돌출량을 줄일 것
ㆍ황산작업시에는 2날 Endmill, 정삭작업에는 4날 Endmill
을 사용
ㆍDown Cut을 Up Cut로 변경
1055