
Page 1054 - widin
P. 1054
9
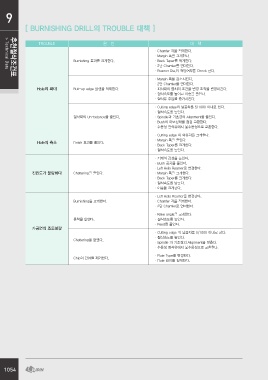
[ BURNISHING DRILL의 TROUBLE 대책 ]
추천절삭조건표 TROUBLE 원인 대책
Burnishing 효과를 크게한다.
> Technical Data ㆍChamfer 각을 작게한다.
ㆍMargin 폭을 크게한다.
Hole의 확대 Buit-up edge 발생을 억제한다. ㆍBack Taper를 적게한다.
ㆍ2단 Chamfer를 연마한다.
절삭력의 Un-balance를 줄인다. ㆍReamer Dia.의 적당여부를 Check 한다.
Hole의 축소 Finish 효과를 줄인다. ㆍMargin 폭을 감소시킨다.
ㆍ2단 Chamfer를 연마한다.
진원도가 불량하다 Chattering을 줄인다. ㆍ피삭재의 열처리 조건을 변경 조직을 변경시킨다.
ㆍ절삭속도를 높이고 이송을 줄인다.
Burnishing을 크게한다. ㆍ절삭유 주입을 증가시킨다.
가공면의 조도불량 용착을 없앤다. ㆍCutting edge의 날끌차를 5/1000 이내로 한다.
Chattering을 없앤다. ㆍ절삭속도를 높인다.
ㆍSpindle과 기초경의 Alignment를 줄인다.
Chip의 간섭을 제거한다. ㆍBush의 마모상태를 점검 교환한다.
ㆍ수용성 절삭유에서 불수용성으로 교환한다.
ㆍCutting edge 의 여유각을 크게한다.
ㆍMargin 폭을 줄인다.
ㆍBack Taper를 크게한다.
ㆍ절삭속도를 높인다.
ㆍ기계의 강성을 높인다.
ㆍBush 공차를 줄인다.
ㆍLeft Helix Reamer로 변경한다.
ㆍMargin 폭을 크게한다.
ㆍBack Taper를 크게한다.
ㆍ절삭속도를 낮춘다.
ㆍ이송을 크게한다.
ㆍLeft Helix Reamer를 변경한다.
ㆍChamfer 각을 적게한다.
ㆍ2단 Chamfer로 연마한다.
ㆍRake angle을 크게한다.
ㆍ절삭속도를 높인다.
ㆍFeed를 줄인다.
ㆍCutting edge 의 날끌차를 5/1000 이내로 한다.
ㆍ절삭속도를 높인다.
ㆍSpindle 과 기초경의 Alignment를 맞춘다.
ㆍ수용성 절삭유에서 불수용성으로 교환한다.
ㆍFlute Type를 변경한다.
ㆍFlute 깊이를 깊게한다.
1054