
Page 1052 - widin
P. 1052
9
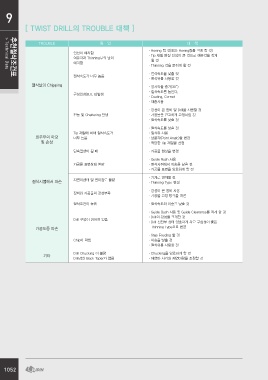
[ TWIST DRILL의 TROUBLE 대책 ]
추천절삭조건표 TROUBLE 원인 대책
절삭날의 Chipping 인선이 예리함
> Technical Data 여유각과 Thinning부의 날이 ㆍHoning 할 것(또는 Honing량을 크게 할 것)
예리함 ㆍTip 재질 변경 인성이 큰 것으로 여유각을 작게
절삭속도가 너무 높음 할것
ㆍThinning 각을 둔하게 할 것
구성인성(B,U, E)발생
ㆍ절삭속도를 낮출 것
진동 및 Chattering 발생 ㆍ절삭유를 사용할 것
외주부의 마모 Tip 재질에 비해 절삭속도가 ㆍ경사각을 증가(30°)
및 손상 너무 높음 ㆍ절삭속도를 높인다.
ㆍCoating, Cermet
단속절상이 될 때 ㆍ재종사용
가공물 표면상태 불량 ㆍ강성이 큰 장비 및 Drill을 사용할 것
ㆍ가공물을 견고하게 고정시킬 것
절삭시점에서 파손 자연미상태 및 연마정도 불량 ㆍ절삭속도를 낮출 것
장비와 가공물의 강성부족
절삭조건이 높음 ㆍ절삭속도를 낮출 것
ㆍ절삭유 사용
가공도중 파손 Drill 구멍이 휘어져 있음 ㆍ날끝각(Point Angle)을 변경
기타 ㆍ적당한 Tip 재질을 선정
Chip이 막힘
Drill Chucking 이 불량 ㆍ가공물 현상을 변경
Drill경의 Back Taper가 없음
ㆍGuide Bush 사용
ㆍ절삭시점에서 이송을 낮출 것
ㆍ가공물 표면을 양호하게 할 것
ㆍ기계로 연마할 것
ㆍThinning Type 변경
ㆍ강성이 큰 장비 사용
ㆍ가공물 고정 방식을 개선
ㆍ절삭속도와 이송을 낮출 것
ㆍGuide Bush 사용 및 Guide Clearance를 작게 할 것
ㆍDrill의 강성을 크게할 것
ㆍDrill 선단부 상태 양호하게 하고 구심성이 좋은
Thinning Type으로 변경
ㆍStep Feeding 할 것
ㆍ이송을 낮출 것
ㆍ절삭유를 사용할 것
ㆍChucking을 양호하게 할 것
ㆍ재연마 사기와 재연마량을 조정할 것
1052