
Page 36 - bpk_brill
P. 36
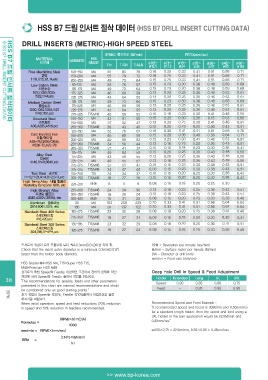
HSS B7 드릴 인서트 절삭 데이터 (HSS B7 DRILL INSERT CUTTING DATA)
HSS B7 드릴 인서트 절삭데이타 DRILL INSERTS (METRIC)-HIGH SPEED STEEL
(HSS B7 DRILL INSERT CUTTING DATA) MATERIAL HSS SPEED 절삭속도 (M/min) FEED(mm/rev)
피삭재 GRADE
HARDNESS Tin TiCN TiALN øø91.25.~5 øø1137.~5 øø1284~ øø2355~ øø3467~ øø4685~ øø61614~
61 85 79 0.18 0.25 0.33 0.41 0.51 0.58 0.71
Free Machining Steel 100-150 M4 55 79 72 0.18 0.25 0.33 0.41 0.51 0.59 0.71
연강 150-200 M4 49 73 64 0.15 0.25 0.33 0.41 0.51 0.58 0.71
200-250 M4 52 76 67 0.15 0.23 0.30 0.38 0.48 0.58 0.69
1118,1215,12L14,etc 85-125 M4 49 73 64 0.15 0.23 0.30 0.38 0.48 0.58 0.69
Low Cabon Steel 125-175 M4 46 69 59 0.13 0.20 0.25 0.36 0.46 0.53 0.61
175-225 M4 43 64 55 0.13 0.20 0.25 0.36 0.46 0.53 0.61
저탄소강 225-275 M4 49 73 64 0.15 0.23 0.30 0.38 0.48 0.58 0.69
1010,1020,1025, 125-175 M4 46 69 59 0.13 0.20 0.25 0.36 0.46 0.53 0.61
175-225 M4 43 64 55 0.13 0.20 0.25 0.36 0.46 0.53 0.61
1522,1144,etc 225-275 M4 40 59 52 0.10 0.18 0.23 0.30 0.41 0.48 0.56
Medium Carbon Steel 275-325 T15,M48 43 61 55 0.15 0.25 0.30 0.36 0.13 0.53 0.66
100-150 M4 37 52 47 0.13 0.23 0.25 0.30 0.41 0.48 0.61
중탄소강 150-250 M4 30 43 40 0.10 0.20 0.23 0.25 0.36 0.43 0.51
1030,1040,1050,1527 250-350 T15,M48 52 76 67 0.18 0.30 0.41 0.51 0.61 0.69 0.76
120-150 M4 46 69 59 0.15 0.28 0.36 0.46 0.56 0.64 0.71
1140,1151,ect 150-200 M4 40 59 52 0.15 0.23 0.30 0.41 0.46 0.53 0.61
Structural Steel 200-220 M4 34 50 44 0.13 0.18 0.23 0.30 0.36 0.43 0.51
220-260 T15,M48 27 41 37 0.10 0.15 0.18 0.23 0.30 0.36 0.41
구조용강 260-320 T15,M48 46 64 59 0.15 0.20 0.25 0.36 0.43 0.48 0.56
A36,A285,A516,ect 125-175 M4 43 59 55 0.13 0.20 0.25 0.36 0.43 0.48 0.56
175-225 M4 40 55 52 0.13 0.18 0.25 0.36 0.43 0.48 0.56
Cast Iron/S,G Iron 225-275 M4 37 52 47 0.10 0.15 0.23 0.30 0.38 0.43 0.51
주철/덕타일 275-325 T15,M48 34 47 44 0.08 0.15 0.23 0.30 0.38 0.43 0.51
325-375 T15,M48 24 34 32 0.10 0.15 0.20 0.25 0.30 0.38 0.43
A48-76,GR30/GR45, 150-200 T15 18 27 26 0.10 0.15 0.20 0.25 0.30 0.38 0.43
A536-72,A22-76 200-250 T15,M48 8 11 9 0.08 0.15 0.18 0.20 0.25 0.30
220-310 M48 24 34 30 0.13 -
Alloy Steel 225-300 T15,M48 18 26 24 0.10 0.18 0.23 0.25 0.36 0.43
합금강 300-350 T15,M48 15 21 20 0.08 0.18 0.23 0.25 0.36 0.43 0.51
350-400 M48 183 259 229 0.20 0.15 0.20 0.23 0.30 0.38 0.51
4140,5140,8640,etc M4 91 137 122 0.20 0.33 0.41 0.51 0.56 0.64 0.46
30 M4 23 32 29 0.08 0.33 0.41 0.51 0.56 0.67 0.64
Tool Steel 공구강 180 T15,M48 18 27 24 0.08 0.18 0.20 0.25 0.36 0.41 0.64
H-13,H-21,A-4,O-2,S-3,etc 185-275 T15,M48 23 32 29 0.08 0.46
High Temp.Alloy 내열 합금강 275-350 18 27 24 0.08 0.15 0.18 0.20 0.30 0.30
Hastelloy B,Inconel 600, etc T15,M48 0.41
135-185 T15,M48 0.18 0.20 0.25 0.36 0.41
High Strengh Alloy 185-275 0.15 0.18 0.20 0.30 0.36 0.51
고경도 합금강 0.46
4340,4330V,300M, etc
Aluminium 알루미늄
2014,6061,7075, etc
Stainledd Steet 400 Series
스테인레스강
416,420,etc
Stainledd Steet 300 Series
스테인레스강
304,316,17-4PH,etc
인서트의 외경이 드릴 몸통부위 보다 최소0.3mm(0.012)이상 커야 함. RPM = Revolution per minute (rev/min)
Check that the insert outer diameter is a minimum 0.3mm(0.012″) M/mm = Surface meter per minute (M/min)
larger than the holder body diameter. DIA = Diameter of drill (mm)
mm/rev = Feed rate (mm/rev)
HSS Grade=M4=HSS M4, T15=Super HSS T15,
M48=Premium HSS M48 Deep Hole Drill in Speed & Feed Adujstment
상기표의 추천 Speed와 Feed는 이상적인 조건이며 장비의 상태와 작업
38 여건에 따라 Speed와 Feed는 줄여서 작업을 하십시오. Holder Extended Long XL 3XL
“The recommendations for speeds, feeds and other parameters Speed 0.90 0.85 0.80 0.75
Feed - 0.95 0.90 0.90
presented in this chart are nominal recommendations and shold
be condidered only as good starting points.”
초기 작업시 Speed는 약20%, Feed는 약10%줄여서 자업조건을 설정
하시기를 바랍니다. Recommended Speed and Feed Example :
“If recommended speed and feeed is 30M/min and 0.50mm/rev
When initial operation, speed and feed reductions (20% reduction
for a standard length holder, then the speed and feed using a
in speed and 10% reduction in feed)are recommended. 3XL holder in the sam application would be 22.5M/min and
0.45mm/rev”
Formulas = (RPM)×(π)×(DIA)
1000 ex)30×0.75 = 22.5m/min, 0.50×0.90 = 0.45mm/rev
mm/min = (RPM)×(mm/rev)
RPM = 3.1415×(M/min)
(π)
>> www.bp-korea.com