
Page 280 - jjtools
P. 280
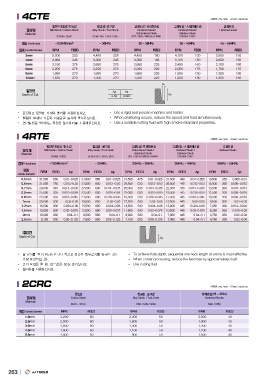
4CTE RPM : rev./min Feed : mm/min
Hardened Steels
Mild Steels / Carbon Steels Alloy Steels / Tool Steels Hardened Steels / Hardened Steels /
Prehardened Steels Stainless Steels
Material SS400 / S55C SCM / SKT / SKS / SKD SKT / SKD / NAK55 / HPM1 SUS304 / SKD
Hardness ~750HN/mm2 ~ 30HRc 30 ~ 38HRc 38 ~ 45HRc 45 ~ 55HRc
Outside Diameter RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
3mm
4mm 5,300 225 4,450 225 4,450 180 4,100 130 3,500 130
5mm 3,950 245 3,300 245 3,300 195 3,100 150 2,600 150
6mm 3,150 275 2,650 275 2,650 225 2,450 160 2,100 160
8mm 2,200 275 2,200 275 2,200 225 2,050 175 1,750 175
10mm 1,950 270 1,650 270 1,650 225 1,550 190 1,300 190
1,550 270 1,300 270 1,300 225 1,200 180 1,050 180
Depth of Cut Ap Ae
2.5D 0.02D
Use a rigid and precise machine and holder.
When chattering occurs, reduce the speed and feed simultaneously.
Use a suitable cutting fluid with high smoke retardant properties.
4RTE RPM : rev./min Feed : mm/min
Material Mild Steels / Carbon Steels Alloy Steels / Tool Steels Prehardened Steels / Hardened Steels / Hardened Steels
Hardness SS400 / S55C SCM / SKT / SKS / SKD Hardened Steels Stainless Steels
SUS304 / SKD 45HRc ~ 55HRc
~750HN/mm2 ~ 30HRc SKT / SKD / NAK55 / HPM1
38HRc ~ 45HRc
30HRc ~ 38HRc
Outside Diameter RPM FEED Ap RPM FEED Ap RPM FEED Ap RPM FEED Ap RPM FEED Ap
0.5mm 31,500 630 0.01~0.025 31,500 565 0.01~0.025 31,500 475 0.01~0.025 31,500 440 0.01~0.025 19,000 250 0.005~0.01
0.6mm 31,500 755 0.012~0.03 31,500 680 0.012~0.03 29,500 530 0.012~0.03 26,500 445 0.012~0.03 15,500 260 0.006~0.012
0.7mm 29,000 940 0.014~0.035 27,000 680 0.014~0.035 25,000 530 0.014~0.035 22,500 445 0.014~0.035 13,500 260 0.007~0.014
0.8mm 25,000 935 0.016~0.004 23,500 680 0.016~0.04 22,000 630 0.016~0.04 19,500 445 0.016~0.04 11,500 260 0.008~0.016
0.9mm 22,500 935 0.018~0.045 21,000 680 0.018~0.045 19,500 530 0.018~0.045 17,500 445 0.018~0.045 10,500 260 0.009~0.018
1mm 20,000 930 0.02~0.05 19,000 680 0.02~0.05 17,500 530 0.02~0.05 15,500 445 0.02~0.05 9,500 260 0.01~0.02
1.2mm 16,500 930 0.024~0.06 15,500 680 0.024~0.06 14,500 530 0.024~0.06 13,000 445 0.024~0.06 7,950 260 0.012~0.024
1.5mm 13,500 930 0.03~0.075 12,500 680 0.03~0.075 11,500 530 0.03~0.075 10,500 445 0.03~0.075 6,350 260 0.015~0.03
2mm 10,000 930 0.04~0.1 9,500 680 0.04~0.1 8,900 530 0.04~0.1 7,950 445 0.04~0.1 4,750 260 0.02~0.04
2.5mm 930 0.05~0.125 7,600 680 0.05~0.125 7,100 530 0.05~0.125 7,950 445 0.04~0.1 4,750 260 0.02~0.04
8,100
Depth of Cut
To achieve flute depth, sequential one neck length at a time is most effective.
When corner processing, reduce the feed rate by approximatelyu half.
Use cutting fluid.
2CRC RPM : rev./min Feed : mm/min
Material Carbon Steels Alloy Steels / Tool Steels (35 ~ 45Hrc)
S54C ~ S55C SKD / SUS / SCM Hardened Steelss
Outside Diameter
1.9mm NAK / HPM
2.9mm
3.9mm RPM FEED RPM FEED RPM FEED
4.9mm
5.9mm 3,200 60 2,300 50 2,500 40
2,500 60 1,800 50 1,800 40
1,850 60 1,400 50 1,400 40
1,600 60 1,100 50 1,200 40
1,400 60 50 1,000 40
900
263 JJ TOOLS