
Page 279 - jjtools
P. 279
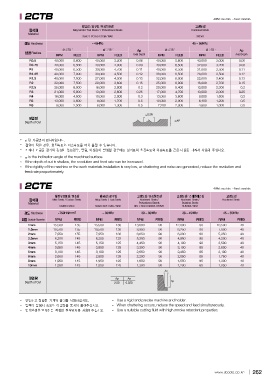
2CTB RPM : rev./min Feed : mm/min
Alloy Steels/ Tool Steels / / Prehardened Steels Hardened Steels
Material S50C / FC250 / SCM / NAK SKD61
Hardness ~ 45HRc 45 ~ 55HRc
Radius 15 15 Ap 15 15 Ap
R0.5 RPM FEED RPM FEED Axial Depth RPM FEED RPM FEED Axial Depth
R0.75
R1 40,000 5,600 40,000 3,200 0.06 40,000 5,600 40,000 3,000 0.05
R1.25 40,000 6,500 40,000 4,000 0.09 40,000 6,500 32,000 3,200 0.08
R1.5 40,000 6,500 39,000 4,700 0.11 40,000 6,500 31,000 3,500 0.11
R2 40,000 7,000 30,000 4,500 0.12 36,000 6,500 26,000 3,500 0.12
R2.5 40,000 7,500 27,000 4,300 0.13 32,000 6,000 22,000 3,400 0.13
R3 32,000 7,500 20,000 3,600 0.15 25,000 6,000 16,000 2,700 0.15
R4 25,000 6,000 16,000 2,900 20,000 5,400 13,000 2,300
R5 21,000 5,800 13,000 2,600 0.2 17,000 4,700 10,000 2,000 0.2
R6 16,000 4,500 10,000 2,000 0.25 13,000 3,600 1,500 0.25
13,000 3,600 1,700 10,000 2,900 8,000 1,200
2,500 8,000 1,300 0.3 2,000 6,400 1,000 0.3
9,000 6,000 0.5 7,200 4,800 0.5
0.5 0.5
Depth of Cut 0.2R
AP
is the inclination angle of the machined surface.
If the depth of cut is shallow, the revolution and feed rate can be increased.
If the rigidity of the machine or the work materials installation is very low, or chattering and noise are generated, reduce the revolution and
feed rate proportionately.
2CTE RPM : rev./min Feed : mm/min
Hardened Steels
Mild Steels / Carbon Steels Alloy Steels / Tool Steels Hardened Steels / Hardened Steels /
Prehardened Steels Stainless Steels
Material SS400 / S55C SCM / SKT / SKS / SKD SKT / SKD / NAK55 / HPM1 SUS304 / SKD
Hardness ~750HN/mm2 ~ 30HRc 30 ~ 38HRc 38 ~ 45HRc 45 ~ 55HRc
Outside Diameter RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
1mm
1.5mm 15,500 155 15,500 130 13,000 90 12,000 90 10,500 40
2mm 10,500 155 10,500 130 8,900 90 8,250 90 7,000 40
2.5mm 155 130 6,650 90 6,200 90 5,250 40
3mm 7,950 145 7,950 125 5,300 90 4,950 90 4,200 40
4mm 6,200 145 6,200 125 4,450 90 4,100 90 3,500 40
5mm 5,150 145 5,150 125 3,300 90 3,100 85 2,600 40
6mm 3,850 145 3,850 125 2,650 90 2,450 85 2,100 40
8mm 3,100 145 3,100 125 2,200 90 2,050 85 1,750 40
10mm 2,600 145 2,600 125 1,650 90 1,550 85 1,300 40
1,950 145 1,950 120 1,300 90 1,200 85 1,050 40
1,550 1,550
Depth of Cut Ap Ae
2.5D 0.02D
Use a rigid and precise machine and holder.
When chattering occurs, reduce the speed and feed simultaneously.
Use a suitable cutting fluid with high smoke retardant properties.
www.jjtools.co.kr 262