
Page 239 - jjtools
P. 239
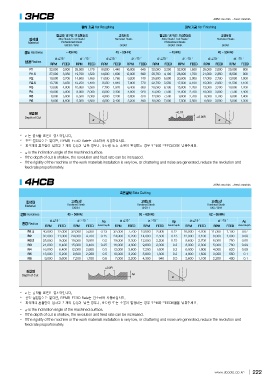
3HCB RPM : rev./min Feed : mm/min
for Roughing for Finishing
Material Alloy Steels / Tool Steels/ Hardened Steels Alloy Steels / Tool Steels/ Hardened Steels
Prehardened Steels SKD61 Prehardened Steels SKD61
Hardness SKD61 / NAK SKD61 / NAK
Radius ~ 45HRc 45 ~ 55HRc ~ 45HRc 45 ~ 55HRc
R1 15 15 15 15 15 15 15 15
R1.5
R2 RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
R2.5
R3 32,000 3,000 25,000 1,170 18,000 1,440 16,000 640 32,000 3,200 32,000 1,500 25,000 2,000 20,000 800
R4 27,000 3,350 19,700 1,320 14,000 1,600 12,000 690 28,750 4,100 26,000 1,750 21,000 2,350 16,500 900
R5 18,500 3,700 14,500 1,460 11,000 1,760 740 25,500 5,000 20,000 2,000 17,000 2,700 13,000 1,000
R6 15,700 3,850 12,250 1,480 1,840 9,200 770 22,750 5,550 17,500 2,100 15,000 2,950 11,500 1,100
13,000 4,000 10,000 1,500 9,350 1,920 7,800 800 20,000 6,100 15,000 2,200 13,000 3,200 10,000 1,200
10,000 5,000 2,000 7,700 2,300 6,400 920 15,000 7,500 11,000 2,700 10,000 3,800 1,400
5,000 8,000 2,000 6,000 2,200 4,800 870 12,000 7,500 2,700 3,700 7,500 1,400
8,000 4,600 6,500 1,800 4,800 2,100 3,800 840 10,000 7,000 9,000 2,500 8,000 3,500 6,000 1,300
6,600 5,300 4,000 3,200 7,500 6,600 5,000
Depth of Cut 0.1R
0.06R
is the inclination angle of the machined surface.
If the depth of cut is shallow, the revolution and feed rate can be increased.
If the rigidity of the machine or the work materials installation is very low, or chattering and noise are generated, reduce the revolution and
feed rate proportionately.
4HCB RPM : rev./min Feed : mm/min
Side Cutting
Material Hardened Steels Hardened Steels Hardened Steels
SKD61 SKD11 SKS / SKH
Hardness 45 ~ 55HRc 55 ~ 62HRc 62 ~ 68HRc
15 15 Ap 15 15 Ap 15 15 Ap
Radius RPM FEED RPM FEED Axial Depth RPM FEED RPM FEED Axial Depth RPM FEED RPM FEED Axial Depth
R1.5 40,000 12,000 32,000 5,600 0.13 32,000 7,700 19,000 2,900 0.12 16,000 4,200 11,000 1,100 0.07
R2 32,000 11,000 24,000 4,700 0.15 24,000 6,200 14,000 2,500 0.13 12,000 3,100 8,000 1,000 0.08
R2.5 25,000 19,000 3,800 19,000 5,300 12,000 2,200 0.15 2,700 6,000 0.08
R3 21,000 9,000 15,000 3,400 0.2 16,000 4,800 2,000 9,600 2,300 5,000 780 0.09
R4 16,000 8,400 12,000 2,600 0.25 12,000 3,600 9,600 1,600 0.2 8,000 1,900 4,000 780 0.09
R5 13,000 6,400 2,200 10,000 3,200 7,200 1,300 0.2 6,000 1,500 3,000 620
R6 5,200 9,600 1,700 0.3 2,200 5,800 0.2 4,800 1,100 2,200 550 0.1
9,000 3,600 7,200 0.5 7,000 4,300 940 0.3 3,600 400 0.1
0.5
Depth of Cut 0.2R
Ap
is the inclination angle of the machined surface.
If the depth of cut is shallow, the revolution and feed rate can be increased.
If the rigidity of the machine or the work materials installation is very low, or chattering and noise are generated, reduce the revolution and
feed rate proportionately.
www.jjtools.co.kr 222