
Page 243 - jjtools
P. 243
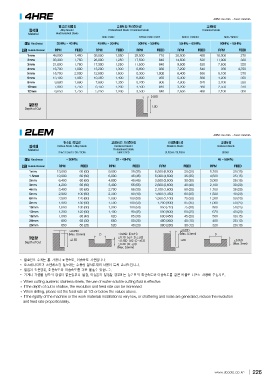
4HRE RPM : rev./min Feed : mm/min
Alloy Steels / Prehardened Steels / Hardened Steels Hardened Steels
Heat Resistant Steels
Material
NAK / SKD STAVX / SKD / SKT SKD11 / SKD61 SKD / SKD11
Hardness
30HRc ~ 40HRc 40HRc ~ 50HRc 50HRc ~ 55HRc 55HRc ~ 60HRc 60HRc ~ 65HRc
Outside Diameter
1mm RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
2mm
3mm 48,000 1,480 38,000 1,050 25,500 710 20,500 430 16,000 270
4mm 33,300 1,750 26,000 1,250 17,500 840 14,500 520 11,000 320
5mm 21,800 1,750 17,300 1,250 11,500 840 520 320
6mm 16,700 1,800 13,200 1,300 880 9,500 540 7,500 4,750
8mm 15,700 2,000 12,500 1,500 8,800 1,000 7,200 580 335 370
10mm 13,100 1,950 10,350 1,400 8,300 950 6,400 560 350
12mm 1,880 1,350 6,900 900 5,300 520 5,100 330
9,880 1,750 7,800 1,260 5,200 840 4,000 480 4,200 310
7,800 1,750 6,150 1,260 4,100 840 3,200 480 3,200 300
6,650 5,250 3,500 2,650 2,550
0.03D 2,100
Depth of Cut 1.0D
2LEM RPM : rev./min Feed : mm/min
Carbon Steels / Alloy Steels Hardened Steels/ Stainless Steels Hardened Steels
Prehardened Steels SUS304 / SUS316
Material S45C / S50C / SK / SCM SKD61
NAK / SKD
Hardness
~ 30HRc 30 ~ 45HRc 45 ~ 55HRc
Outside Diameter
1mm RPM FEED RPM FEED RPM FEED RPM FEED
1.5mm
2mm 13,000 60 (60) 9,000 35 (35) 6,500 (6,500) 20 (20) 5,700 20 (15)
3mm 10,000 60 (60) 6,000 45 (45) 5,000 (4,500) 35 (35) 4,500 25 (15)
4mm 60 (60) 4,800 45 (45) 3,500 (3,500) 30 (30) 3,000 25 (15)
5mm 6,400 65 (60) 3,400 55 (55) 2,600 (2,600) 40 (40) 2,100 30 (20)
6mm 4,200 80 (60) 2,700 65 (30) 2,100 (1,600) 50 (20) 1,700 35 (20)
8mm 3,400 100 (60) 2,300 80 (40) 1,800 (1,350) 60 (25) 1,500 40 (20)
10mm 2,900 120 (60) 2,000 100 (50) 1,500 (1,100) 75 (30) 1,300 50 (25)
12mm 2,500 130 (60) 1,500 100 (50) 85 (35) 1,000 50 (25)
16mm 1,900 130 (60) 1,300 100 (50) 1,200 (900) 75 (30) 50 (25)
20mm 1,600 120 (60) 1,100 90 (45) 950 (710) 60 (25) 800 40 (20)
25mm 1,300 80 (40) 65 (30) 800 (600) 45 (20) 670 30 (15)
1,000 65 (30) 820 50 (25) 600 (450) 40 (15) 500 25 (13)
Depth of Cut 50 (25) 650 40 (20) 480 (360) 30 (12) 400 20 (10)
800 520 380 (280) 320
650 0.02D
(Max. 0.3mm)
0.05D 0.05D (D 1)
(Max. 0.5mm) 0.1D ( 1 D 2D
0.15D ( 2 D
2.5D 0.3D (D 3) 2) 0.05D
(Max. 0.5mm) 3) (Max. 3mm)
When cutting austenic stainless steels, the use of water-soluble cutting fluid is effective.
If the depth of cut is shallow, the revolution and feed rate can be increased.
When drilling, please set the feed rate at 1/3 or below the values above.
If the rigidity of the machine or the work materials installation is very low, or chattering and noise are generated, reduce the revolution
and feed rate proportionately.
www.jjtools.co.kr 226