
Page 248 - jjtools
P. 248
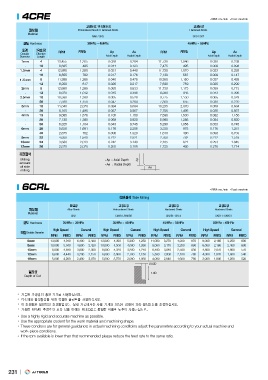
4CRE RPM : rev./min Feed : mm/min
Material Prehardened Steels / Hardened Steels Hardened Steels
Hardness NAK / SKD SKD / SKT
30HRc ~ 45HRc 45HRc ~ 55HRc
Outside Effective RPM FEED Ap Ae RPM FEED Ap Ae
Diameter Length
13,455 1,265 Axial Depth Radial Depth 11,730 1,046 Axial Depth Radial Depth
1mm 4 8,625 495 7,475 495
1.2mm 10 0.038 0.264 0.030 0.238
4 12,880 1,380 0.011 0.123 11,730 1,070 0.009 0.098
2mm 10 8,855 782 0.031 0.440 7,130 587 0.023 0.293
2.5mm 6 0.017 0.176 0.009 0.147
3mm 12 11,385 1,265 0.040 0.475 10,350 1,150 0.037 0.435
4mm 6 8,280 817 0.028 0.317 7,590 759 0.025 0.290
12 0.063 0.633 0.059 0.713
6mm 10 12,650 1,265 0.045 0.396 11,730 1,173 0.043 0.396
8mm 20 8,970 1,012 0.065 0.528 8,280 943 0.065 0.528
10mm 10 1,380 0.047 0.264 9,775 0.030 0.220
12mm 20 10,580 1,150 0.094 0.684 7,360 1,150 0.059 0.684
13 7,590 2,070 0.057 0.567 655 0.035 0.567
20 1,495 0.105 1.150 10,235 0.082 1.150
30 11,040 1,576 0.069 0.920 7,705 2,070 0.054 0.920
20 8,165 1,380 0.043 0.745 7,590 1,495 0.033 0.745
40 9,085 1,104 0.176 2.305 5,980 1,530 0.176 1.281
22 7,130 1,691 0.098 1.320 5,290 1,288 0.098 0.733
24 6,325 0.212 2.921 3,335 1,058 0.212 1.518
26 5,635 782 0.242 3.140 1,610 0.253 1.645
2,875 1,840 0.265 3.105 2,760 978 0.276 1.714
4,600 2,013 2,185 460
3,680 2,070 1,725 782
2,875 621
495
Milling Ap Axial Depth
amount Ae Radial Depth
of side
milling
6CRL RPM : rev./min Feed : mm/min
Side Milling
Alloy Steels Prehardened Steels Hardened Steels Hardened Steels
Material SKD CENA1, NAK80 SKD61~SKT4 SKD11~SKH51
Hardness 25HRc ~ 35HRc 35HRc ~ 45HRc 45HRc ~ 55HRc 55HRc ~ 65HRc
Outside Diameter High Speed General High Speed General High Speed General High Speed General
6mm RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED RPM FEED
8mm
10mm 13,000 4,910 6,400 2,420 13,000 4,390 5,300 1,250 11,000 3,270 4,200 870 8,000 2,160 3,200 600
12mm 10,000 5,040 4,800 2,420 10,000 4,500 4,000 1,260 8,000 3,170 3,200 890 6,000 2,160 2,400 600
16mm 4,840 3,800 2,300 4,320 3,200 1,210 6,400 3,040 2,500 830 4,800 2,070 1,900 570
8,000 4,440 3,200 2,150 8,000 3,960 2,700 1,130 5,300 2,800 2,100 780 4,000 1,920 1,600 540
6,600 4,200 2,400 2,070 6,600 3,750 2,000 1,080 4,000 2,640 1,600 760 3,000 1,800 1,200 520
5,000 5,000
0.03D
1.0D
Depth of Cut
Use a highly rigid and accurate machine as possible.
Use the appropriate coolant for the work material and machining shape.
These condions are for general guaidance: in actual machining conditoins adjust the parameters according to your actual machine and
work-piece conditions.
If the rpm available is lower than that recmmended please reduce the feed rate to the same ratio.
231 JJ TOOLS