
Page 252 - jjtools
P. 252
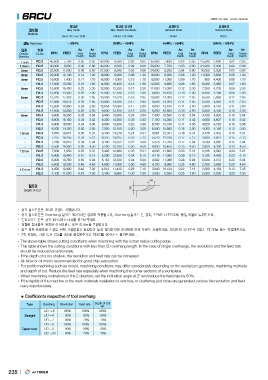
6RCU RPM : rev./min Feed : mm/min
Alloy Steels Alloy Steels/ Tool Steels Hardened Steels Hardened Steels
Material S50C / FC 250 / SCM SKD61 / SK / NAK SKD61 SKD11
Hardness
~ 30HRc 30HRc ~ 45HRc 45HRc ~ 55HRc 55HRc ~ 62HRc
Outside Radius RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae
Diameter
1.5mm R0.2 Axial Radial Axial Radial Axial Radial Axial Radial
R0.5 Depth Depth Depth Depth Depth Depth Depth Depth
2mm R0.5
3mm R0.5 45,000 7,700 0.05 0.05 42,000 8,580 0.03 0.05 35,000 7,480 0.02 0.05 25,000 2,860 0.02 0.05
4mm R0.5 40,000 9,900 0.06 0.06 40,000 8,800 0.04 0.06 30,000 7,700 0.03 0.60 21,000 3,080 0.02 0.06
5mm R1.0 33,000 11,000 0.08 0.80 27,000 9,240 0.05 0.08 24,000 8,250 0.04 0.80 16,000 3,300 0.03 0.80
6mm R0.5 22,000 12,100 0.12 1.20 18,000 9,900 0.08 1.20 16,000 9,350 0.06 1.20 11,000 3,630 0.05 1.20
R1.0 19,000 1,430 0.17 1.70 16,000 11,000 0.13 1.70 13,000 11,000 0.09 1.70 4,400 0.08 1.70
8mm R0.3 17,000 13,200 0.15 1.50 14,000 10,450 0.12 1.50 12,000 9,680 0.08 1.50 900 3,850 0.07 1.50
R0.5 15,000 15,400 0.23 2.30 12,000 13,200 0.17 2.30 11,000 11,000 0.12 2.30 8,000 4,730 0.09 2.30
10mm R1.0 13,000 14,300 0.20 2.00 11,000 12,100 0.15 2.00 10,450 0.10 2.00 7,300 4,180 0.08 2.00
R1.5 13,310 17,303 0.30 2.95 10,900 14,520 0.18 2.95 9,600 14,300 0.12 2.95 6,400 5,060 0.12 2.95
12mm R0.3 12,980 16,874 0.29 2.85 10,600 14,300 0.17 2.85 10,000 13,200 0.11 2.85 6,500 4,950 0.11 2.85
R0.5 12,600 13,860 0.28 2.80 12,654 13,860 0.17 2.80 12,100 0.11 2.80 6,300 4,510 0.11 2.80
R1.0 11,000 14,300 0.25 2.50 12,100 0.15 2.50 9,500 10,560 0.10 2.50 5,800 4,180 0.10 2.50
R2.0 19,250 0.35 3.54 9,000 14,850 0.24 3.54 9,000 16,500 0.18 3.54 5,300 4,932 0.15 3.54
R0.3 9,800 18,150 0.34 3.42 8,400 14,300 0.23 3.42 8,000 14,300 0.17 3.42 4,700 4,807 0.15 3.42
R0.5 8,800 16,500 0.34 3.36 8,200 13,200 0.22 3.36 7,300 12,100 0.17 3.36 4,600 4,723 0.15 3.36
R1.0 8,400 14,300 0.30 3.00 8,000 12,100 0.20 3.00 7,100 10,560 0.15 3.00 4,520 4,180 0.13 3.00
R2.0 8,200 16,874 0.35 5.31 7,000 14,278 0.24 5.31 6,700 12,331 0.18 5.31 4,000 4,932 0.15 5.31
R0.5 7,670 16,445 0.34 5.13 6,490 13,915 0.23 5.13 6,000 12,018 0.17 5.13 3,776 4,807 0.15 5.13
R1.0 7,475 16,016 0.34 5.04 6,325 13,552 0.22 5.04 5,664 11,704 0.17 5.04 3,680 4,682 0.15 5.04
R2.0 7,280 14,300 0.30 4.50 6,160 12,100 0.20 4.50 5,520 10,450 0.15 4.50 3,584 4,180 0.13 4.50
R3.0 6,500 1,650 0.53 5.31 5,500 12,980 0.35 5.31 5,376 11,682 0.30 5.31 3,200 4,543 0.24 5.31
R1.0 7,000 15,400 0.51 5.13 5,428 12,650 0.34 5.13 4,800 11,385 0.29 5.13 3,186 4,428 0.23 5.13
R2.0 6,400 13,750 0.50 5.04 5,290 12,320 0.34 5.04 4,838 11,088 0.28 5.04 3,105 4,312 0.22 5.04
6,000 13,200 0.45 4.50 5,152 11,000 0.30 4.50 4,715 9,900 0.25 4.50 3,024 3,850 0.20 4.50
5,500 12,980 0.42 7.32 4,600 11,422 0.25 7.10 4,592 10,124 0.22 7.15 2,700 4,154 0.13 7.35
4,838 11,000 0.45 7.50 4,012 9,680 0.30 7.50 4,100 8,580 0.25 7.50 2,360 3,520 0.20 7.50
4,100 3,400 3,540 2,000
3,000
Depth of Cut
The above table shows cutting conditioins when machining with the corner radius cutting edge.
This table shows the cutting conditions with less than 5D overhang length. In the case of longer overhangs, the revolutioin and the feed rate
should be reduced proprtionately.
If the depth of cut is shallow, the revolution and feed rate can be increased.
Air blow or oil mist is recommended for good chip evacuation.
For profile machining such as mould, machining conditions may differ considerably depending on the workpiece geometry, machining methods
and depth of cut. Reduce the feed rate especially when machining the corner sections of a workpiece.
When machining inclinations in the Z direction, set the inclination angle at 2° and reduce the feed rate by 50%.
If the rigidity of the machine or the work materials installation is very low, or chattering and noise are generated, reduce the revolution and feed
rate proportionately.
Coefficients respective of tool overhang
Type Overhang Revolution Feed rate Depth of Cut
Straight ap
Taper neck L/D 5 100% 100%
L/D = 6 90% 80% 100%
L/D = 7 80% 70% 80%
L/D = 6 70%
L/D = 8 100% 100%
L/D 10 90% 80% 100%
80% 70% 80%
70%
235 JJ TOOLS