
Page 257 - jjtools
P. 257
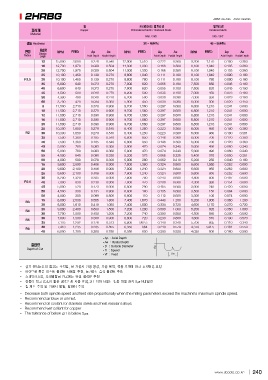
2HRBG RPM : rev./min Feed : mm/min
Copper Prehardened Steels / Hardened Steels Hardened Steels
NAK / SKD SKD / SKT
Material
Hardness 30 ~ 45HRc 45 ~ 55HRc
Effective RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae
Length
Radius Axial Depth Radial Depth Axial Depth Radial Depth Axial Depth Radial Depth
R1.5 12
16 15,000 2,600 0.278 0.540 12,900 1,510 0.222 0.360 9,200 1,170 0.180 0.360
R2 20 12,700 1,970 0.029 0.504 11,300 1,330 0.166 0.360 8,100 1,040 0.135 0.360
25 12,700 1,970 0.029 0.504 11,300 1,330 0.166 0.360 8,100 1,040 0.135 0.360
R2.5 30 10,100 1,450 0.139 0.270 1,040 0.111 0.180 8,100 1,040 0.090 0.180
R3 35 10,100 1,450 0.139 0.270 8,800 0.111 0.180 8,100 0.090 0.180
R4 40 0.073 0.270 8,800 780 0.055 0.180 7,500 780 0.045 0.180
R5 45 6,600 840 0.073 0.270 7,900 620 0.055 0.180 7,500 650 0.045 0.180
R6 50 6,600 840 0.040 0.270 7,900 620 0.035 0.100 7,000 520 0.023 0.180
60 4,500 500 0.040 0.270 6,200 500 0.030 0.090 7,000 450 0.023 0.180
8 4,300 490 0.034 0.360 6,200 500 0.030 0.080 6,000 350 0.020 0.150
10 3,700 420 0.370 0.900 5,900 450 0.297 0.600 6,800 300 0.241 0.600
12 11,500 2,710 0.370 0.900 9,700 1,560 0.297 0.600 6,800 1,210 0.241 0.600
16 11,500 2,710 0.390 0.900 9,700 1,560 0.297 0.600 6,800 1,210 0.241 0.600
20 11,500 2,710 0.390 0.900 9,700 1,560 0.297 0.600 6,800 1,210 0.241 0.600
25 11,500 2,710 0.390 0.900 9,700 1,560 0.297 0.600 6,800 1,210 0.241 0.600
30 11,500 2,710 0.279 0.540 9,700 1,560 0.223 0.360 6,000 1,210 0.180 0.360
35 10,300 1,850 0.279 0.540 8,400 1,250 0.223 0.360 6,000 980 0.180 0.361
40 10,300 1,850 0.185 0.540 8,400 1,250 0.148 0.360 6,000 980 0.120 0.360
45 7,500 1,360 0.185 0.540 6,600 950 0.148 0.360 6,000 700 0.120 0.360
50 7,500 1,360 0.093 0.360 6,600 950 0.074 0.240 5,600 700 0.060 0.240
55 5,000 780 0.093 0.360 5,900 470 0.074 0.240 5,600 490 0.060 0.240
60 5,000 780 0.090 0.330 5,900 470 0.068 0.225 5,400 490 0.050 0.251
15 4,500 640 0.078 0.300 5,200 375 0.062 0.210 5,200 370 0.040 0.180
20 4,000 500 0.406 0.900 5,000 280 0.324 0.800 5,600 250 0.252 0.800
25 9,600 2,590 0.406 0.900 7,800 1,350 0.324 0.600 5,600 1,050 0.252 0.600
30 9,600 2,100 0.406 0.900 7,800 1,240 0.324 0.600 5,600 950 0.252 0.600
40 9,600 2,100 0.305 0.900 7,800 1,240 0.243 0.600 4,800 950 0.197 0.600
45 8,200 1,320 0.230 0.900 7,800 760 0.200 0.600 4,300 600 0.154 0.600
50 7,000 830 0.173 0.900 7,800 470 0.165 0.600 3,900 380 0.120 0.600
60 5,000 520 0.131 0.900 6,800 290 0.135 0.600 3,500 240 0.094 0.600
15 4,500 330 0.099 0.800 6,800 180 0.112 0.600 3,300 150 0.074 0.600
30 4,000 300 0.555 1.800 6,800 110 0.443 1.200 5,200 100 0.360 1.200
25 8,000 2,530 0.418 1.080 7,400 1,670 0.334 0.720 4,600 1,300 0.270 0.720
30 8,000 1,810 0.600 1.500 7,400 1,500 0.500 1.000 5,200 1,170 0.350 1.000
30 9,000 2,400 0.450 1.200 7,200 1,200 0.380 0.800 4,500 920 0.300 0.800
35 7,700 1,500 0.300 0.900 7,200 740 0.230 0.600 4,600 580 0.190 0.570
30 7,800 1,300 0.176 0.513 6,800 720 0.140 0.340 5,700 570 0.110 0.340
40 7,125 1,292 0.285 0.855 6,800 902.5 0.210 0.570 4,370 665 0.181 0.550
7,410 1,235 0.260 0.780 6,350 684 0.200 0.520 4,020 541.5 0.160 0.500
6,800 1,100 6,350 630 500
Depth of Cut Ap Axial Depth
Ae Radial Depth
D Outside Diameter
n Speed
Vf Feed
Decrease both spindle speed and feed rate proportionally when the milling parameters exceed the machine's maximum spindle speed.
Recommend air blow or oil mist.
Recommend oil coolant for stainless steels and heat resistant alloys.
Recommend wet collant for copper
The tolerance of below 1 is below 5 .
www.jjtools.co.kr 240