
Page 260 - jjtools
P. 260
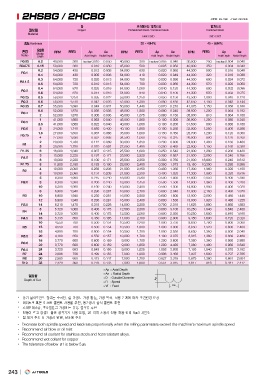
2HSBG / 2HCBG RPM : rev./min Feed : mm/min
Copper Prehardened Steels / Hardened Steels Hardened Steels
NAK / SKD SKD / SKT
Material
Hardness 30 ~ 45HRc 45 ~ 55HRc
Radius Effective RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae
R0.05 Length
R0.075 40,000 300 Axial Depth Radial Depth 40,000 300 Axial Depth Radial Depth 30,000 200 Axial Depth Radial Depth
R0.1 0.2 50,000 380 45,000 500 40,000 350
0.15 54,000 430 Less than 0.010 0.050 54,000 630 Less than 0.005 0.040 44,300 500 Less than 0.004 0.040
R0.1.5 0.2 54,000 430 0.010 0.030 54,000 410 0.005 0.050 44,300 320 0.004 0.043
0.4 54,000 720 0.012 0.008 54,000 750 0.020 0.060 44,300 600 0.016 0.048
R0.2 0.3 54,000 720 0.005 0.008 54,000 700 0.020 0.049 44,300 570 0.016 0.038
R0.25 0.6 54,000 870 0.020 0.013 54,000 1,000 0.030 0.090 44,300 800 0.024 0.072
R0.3 0.4 54,000 870 0.010 0.013 54,000 840 0.030 0.065 44,300 650 0.020 0.058
R0.35 0.8 56,000 1,250 0.028 0.016 53,000 1,250 0.040 0.120 43,500 1,000 0.032 0.096
R0.4 0.5 58,000 1,510 0.014 0.016 52,000 1,380 0.040 0.100 42,650 1,100 0.032 0.075
0.6 55,000 1,690 0.035 0.022 50,000 1,440 0.050 0.150 41,075 1,150 0.040 0.120
R0.5 0.7 52,000 1,870 0.042 0.026 48,000 1,500 0.060 0.180 39,500 1,200 0.048 0.144
R0.6 0.8 52,000 1,870 0.049 0.031 45,000 1,075 0.070 0.210 35,000 810 0.056 0.168
R0.75 41,000 1,660 0.056 0.036 45,000 1,560 0.080 0.240 36,900 1,250 0.064 0.192
2 41,000 1,660 0.300 0.036 40,000 1,000 0.080 0.150 31,500 800 0.064 0.100
R1 1 34,000 1,740 0.063 0.040 40,100 1,550 0.100 0.300 32,800 1,250 0.080 0.240
R1.25 2.5 27,000 1,830 0.022 0.040 35,000 1,600 0.100 0.200 28,700 1,280 0.080 0.160
R1.5 3 27,000 1,830 0.650 0.400 34,500 1,000 0.100 0.280 26,000 800 0.800 0.266
R1.75 1.5 20,000 1,780 0.087 0.068 30,000 1,850 0.150 0.450 24,600 1,480 0.120 0.360
4 20,000 1,780 0.052 0.068 27,000 1,450 0.145 0.325 22,800 1,100 0.120 0.260
R2 2 16,000 1,840 0.112 0.089 25,500 1,600 0.200 0.600 21,000 1,280 0.160 0.480
5 13,000 2,220 0.070 0.091 25,500 2,520 0.200 0.485 21,000 2,050 0.160 0.388
R2.5 6 13,000 2,220 0.067 0.115 25,500 2,350 0.250 0.542 21,000 18,800 0.200 0.430
3 11,500 2,150 0.197 0.171 23,000 2,400 0.300 0.957 19,150 10,380 0.240 0.766
R3 8 10,000 2,080 0.100 0.171 21,000 2,450 0.300 0.765 17,300 1,960 0.240 0.612
8 10,000 2,080 0.183 0.190 21,000 2,350 0.350 1.073 17,300 1,880 0.280 0.856
R3.5 4 1,990 0.266 0.208 18,000 2,560 0.400 1.380 14,800 2,050 0.320 1.100
R4 8 8,300 1,990 0.134 0.208 18,000 2,450 0.400 1.020 14,800 1,960 0.320 0.816
R4.5 5 8,300 1,990 0.215 0.240 18,000 2,400 0.500 1.660 14,800 1,900 0.400 1.330
8 8,300 1,940 0.200 0.240 16,000 2,700 0.500 1.500 13,000 2,160 0.400 1.200
R5 10 6,900 1,940 0.190 0.240 16,000 2,500 0.500 1.300 13,000 2,000 0.400 1.020
6 6,900 1,940 0.290 0.281 16,000 2,400 0.600 2.340 13,000 1,920 0.480 1.870
R5.5 10 6,900 1,470 0.250 0.281 14,500 2,350 0.600 1.800 11,625 1,880 0.480 1.440
R0.6 12 6,310 1,000 0.230 0.281 12,500 2,300 0.600 1.530 10,250 1,840 0.480 1.225
R6.5 14 5,720 1,000 0.315 0.228 12,500 2,000 0.700 2.315 10,250 1,600 0.560 1.853
R7 8 5,720 850 0.400 0.175 11,000 2,100 0.800 3.100 1,690 0.640 2.480
R8 14 5,135 700 0.400 0.175 10,500 2,200 0.800 2.050 9,450 1,780 0.640 1.640
R10 16 4,550 700 0.450 0.165 10,500 1,900 0.900 2.900 8,650 1,520 0.720 2.320
10 4,550 700 0.500 0.154 10,500 1,700 1.000 3.750 8,650 1,360 0.800 3.000
15 4,550 650 0.500 0.154 10,000 1,700 1.000 3.000 8,650 1,360 0.800 2.400
18 4,160 600 0.500 0.154 1,700 1.000 2.550 8,015 1,360 0.800 2.040
20 3,770 600 0.550 0.157 9,000 1,850 1.100 3.075 7,380 1,480 0.880 2.460
18 3,770 653 0.600 0.159 9,000 1,825 1.200 3.600 7,380 1,540 0.960 2.880
22 3,728 706 0.600 0.159 9,000 1,800 1.200 4.420 7,193 1,600 0.960 3.540
24 3,686 600 0.549 0.156 7,000 1,700 1.098 3.938 7,007 1,360 0.878 3.152
24 2,985 360 0.498 0.153 7,000 1,600 0.996 3.456 5,675 816 0.797 2.765
30 2,429 0.413 0.147 7,000 0.827 3.318 4,617 0.661 2.654
38 0.276 0.133 0.551 3.015 0.441 2.412
Depth of Cut Ap Axial Depth
Ae Radial Depth
D Outside Diameter
n Speed
Vf Feed
Decrease both spindle speed and feed rate proportionally when the milling parameters exceed the machine's maximum spindle speed.
Recommend air blow or oil mist.
Recommend oil coolant for stainless steels and heat resistant alloys.
Recommend wet collant for copper
The tolerance of below 1 is below 5 .
243 JJ TOOLS