
Page 32 - samyoung
P. 32
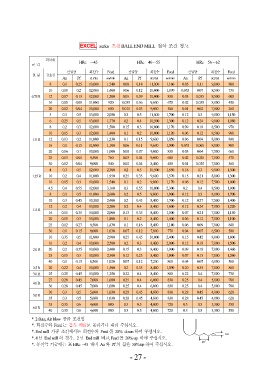
EXCEL series 초경 BALLEND MILL 절삭 조건 참고
피삭재 HRc ~ 45 HRc 46 ~ 55 HRc 56 ~ 62
규격
R 값 유효장 절입량 회전수 Feed 절입량 회전수 Feed 절입량 회전수 Feed
0.75 R 8 Aa Pf R.P.M ㎜/min Aa Pf R.P.M ㎜/min Aa Pf R.P.M ㎜/min
10 0.1 0.25 0.08 0.18 0.05 0.11
1.0 R 12 0.08 0.2 13,000 1.540 0.06 0.12 11,000 1.160 0.035 0.07 9,000 800
16 0.07 0.13 12,000 1,400 0.05 0.09 10,000 1,070 0.03 0.055 8,500 730
1.25 R 20 0.05 0.08 12,000 1,200 0.035 0.06 10,000 830 0.02 0.035 8,500 600
3 0.02 0.04 11,000 920 0.015 0.03 9,600 670 0.01 0.02 8,000 450
1.5 R 6 0.3 0.5 10,000 600 0.2 0.5 9,000 380 0.12 0.3 7,500 260
8 0.25 0.5 13,000 2,080 0.2 0.4 11,000 1,700 0.12 0.24 9,000 1,150
2.0 R 10 0.2 0.3 13,000 1,770 0.15 0.3 10,500 1,300 0.09 0.18 9,000 1,080
2.5 R 12 0.15 0.3 12,000 1,500 0.1 0.2 10,000 1,170 0.06 0.12 8,500 970
3.0 R 16 0.13 0.2 12,000 1,400 0.1 0.15 10,000 1,120 0.06 0.09 8,500 900
4.0 R 20 0.1 0.15 11,000 1,230 0.06 0.11 9,600 1,050 0.035 0.065 8,000 840
5.0 R 25 0.06 0.1 11,000 1,100 0.05 0.07 9,600 1,000 0.03 0.04 8,000 800
6.0 R 30 0.03 0.05 10,000 1,000 0.03 0.04 9,000 830 0.02 0.025 7,500 660
4 0.02 0.04 9,500 760 0.02 0.04 9,000 680 0.01 0.025 7,500 570
10 0.3 0.5 9,000 540 0.2 0.5 8,400 480 0.18 0.3 7,000 360
16 0.2 0.4 12,000 2,300 0.25 0.35 10,500 1,850 0.15 0.21 9,000 1,500
4.5 0.15 0.3 11,000 1,950 0.1 0.2 9,600 1,570 0.06 0.12 8,000 1,300
8 0.4 0.55 10,000 1,540 0.3 0.55 9,000 1,170 0.2 0.4 7,500 1,000
10 0.3 0.5 12,000 3,160 0.2 0.5 10,000 2,300 0.12 0.3 8,500 1,900
12 0.3 0.45 11,000 2,600 0.2 0.45 9,000 1,900 0.12 0.27 8,000 1,700
16 0.2 0.4 10,500 2,400 0.2 0.4 8,400 1,700 0.12 0.24 7,500 1,400
20 0.15 0.35 10,000 2,200 0.13 0.35 8,400 1,600 0.07 0.21 7,000 1,220
25 0.15 0.3 10,000 2,000 0.1 0.2 8,400 1,500 0.06 0.12 7,000 1,150
30 0.12 0.27 10,000 1,800 0.1 0.16 8,400 1,400 0.06 0.09 7,000 1,100
10 0.1 0.15 9,500 1,430 0.07 0.12 8,400 1,140 0.04 0.07 7,000 840
16 0.35 0.5 9,000 1,030 0.25 0.45 7,800 770 0.15 0.42 6,500 580
20 0.2 0.4 11,000 2,900 0.2 0.3 10,000 2,400 0.12 0.18 8,000 1,800
25 0.2 0.35 10,000 2,500 0.15 0.3 8,400 2,000 0.09 0.18 7,000 1,500
40 0.15 0.3 10,000 2,400 0.12 0.25 8,400 1,900 0.07 0.15 7,000 1,460
20 0.1 0.15 10,000 2,300 0.07 0.12 8,400 1,800 0.04 0.07 7,000 1,260
25 0.22 0.4 8,500 1,020 0.2 0.35 7,200 800 0.20 0.35 6,000 560
27 0.25 0.45 10,000 1,500 0.22 0.4 8,400 1,090 0.22 0.4 7,000 860
30 0.28 0.45 10,000 1,250 0.25 0.4 8,400 880 0.25 0.4 7,000 730
30 0.28 0.45 7,000 1,080 0.25 0.4 6,000 830 0.25 0.4 5,000 700
35 0.3 0.5 7,000 1,080 0.28 0.45 6,000 830 0.28 0.45 5,000 700
35 0.3 0.5 5,600 1,030 0.28 0.45 4,800 830 0.28 0.45 4,000 620
40 0.35 0.6 5,600 1,030 0.3 0.5 4,800 830 0.3 0.5 4,000 620
0.35 0.6 4,600 880 0.3 0.5 4,000 720 0.3 0.5 3,300 550
4,600 880 4,000 720 3,300 550
*. 2 flute,Air blow 공급 조건임 Aa
*. 회전수와 Feed 는 같은 비율로 올리거나 내려 주십시오. Pf
*. End mill 가공 조건에서는 회전수와 Feed 를 20% down 하여 주십시오.
*. 4 날 End mill 의 경우, 2 날 End mill 비교, Feed 를 20% up 하여 주십시오.
*. 동전극 가공에는 표 HRc ~45 대비 Aa 와 Pf 의 값을 50% up 하여 주십시오.
- 27 -