
Page 227 - jjtools
P. 227
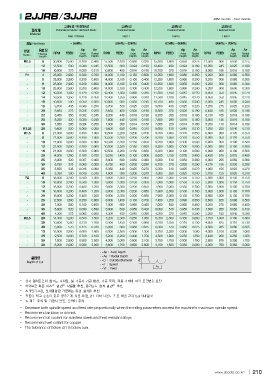
2JJRB / 3JJRB RPM : rev./min Feed : mm/min
Prehardened Steels / Hardened Steels Hardened Steels Hardened Steels Hardened Steels
Material NAK / STAVAX SKD11 HAP10 HAP72
Hardness
~ 55HRc 55HRc ~ 62HRc 62HRc ~ 66HRc 66HRc ~ 70HRc
Radius Effective RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae RPM FEED Ap Ae
R0.8 Length
R1 Axial Radial Axial Radial Axial Radial Axial Radial
8 Depth Depth Depth Depth Depth Depth Depth Depth
R1.25 12
R1.5 16 30,000 2,500 0.160 0.480 17,500 2,100 0.080 0.320 15,300 1,800 0.050 0.275 11,500 900 0.050 0.275
4 13,500 500 0.040 0.245 13,500 600 0.024 0.190 13,400 490 0.024 0.190 10,050 245 0.025 0.190
R2 6 10,800 375 0.030 0.210 10,800 450 0.016 0.150 10,700 370 0.016 0.150 185 0.016 0.150
8 28,000 0.300 0.700 14,000 0.150 0.500 12,250 0.080 0.350 8,000 900 0.080 0.350
R2.5 10 28,000 2,900 0.200 0.600 14,000 2,100 0.100 0.400 12,250 1,800 0.060 0.300 9,200 900 0.060 0.300
12 28,000 2,900 0.200 0.600 14,000 2,100 0.100 0.400 12,250 1,800 0.060 0.300 9,200 900 0.060 0.300
14 28,000 2,900 0.200 0.600 14,000 2,100 0.100 0.400 12,250 1,800 0.060 0.300 9,200 900 0.600 0.300
16 19,500 2,900 0.120 0.450 12,400 2,100 0.060 0.340 11,500 1,800 0.045 0.270 9,200 550 0.045 0.270
18 19,500 1,350 0.120 0.450 12,400 1,350 0.060 0.340 11,500 1,100 0.045 0.270 8,650 550 0.045 0.270
20 10,800 1,350 0.050 0.300 10,800 1,350 0.030 0.240 10,700 1,100 0.030 0.240 8,650 245 0.030 0.240
22 0.040 0.280 0.025 0.220 0.025 0.220 8,000 215 0.025 0.220
25 9,700 500 0.035 0.250 9,700 600 0.020 0.190 9,650 490 0.020 0.190 7,250 185 0.020 0.190
30 8,650 435 0.032 0.245 8,650 520 0.018 0.180 8,560 430 0.018 0.180 6,400 165 0.018 0.180
20 8,450 375 0.030 0.240 8,200 450 0.016 0.160 8,200 370 0.016 0.160 6,150 145 0.016 0.160
6 8,250 350 0.024 0.200 7,800 440 0.014 0.160 7,800 330 0.014 0.160 5,850 110 0.014 0.160
8 7,850 320 0.060 0.380 7,000 440 0.040 0.310 7,000 290 0.040 0.310 5,250 255 0.040 0.310
10 9,600 280 0.400 1.000 9,600 350 0.200 0.700 9,600 220 0.120 0.550 7,200 950 0.120 0.550
12 21,000 520 0.400 1.000 10,500 630 0.200 0.700 9,200 510 0.120 0.550 6,900 950 0.120 0.550
16 21,000 3,000 0.300 0.900 10,500 2,200 0.150 0.650 9,200 1,900 0.100 0.500 6,900 950 0.100 0.500
20 21,000 3,000 0.300 0.900 10,500 2,200 0.150 0.650 9,200 1,900 0.100 0.500 6,900 950 0.100 0.500
25 21,000 3,000 0.300 0.900 10,500 2,200 0.150 0.650 9,200 1,900 0.100 0.500 6,900 950 0.100 0.500
30 21,000 3,000 0.180 0.700 10,500 2,200 0.100 0.500 9,200 1,900 0.075 0.450 6,900 575 0.075 0.450
35 14,500 3,000 0.007 0.450 9,250 2,200 0.050 0.380 8,600 1,900 0.050 0.380 6,450 255 0.050 0.380
40 8,000 1,360 0.050 0.380 8,000 1,400 0.030 0.290 8,000 1,150 0.030 0.290 6,000 185 0.030 0.290
8 5,750 520 0.045 0.360 5,750 630 0.025 0.270 5,700 510 0.025 0.270 4,275 155 0.025 0.270
10 5,550 375 0.040 0.340 5,350 450 0.200 0.240 5,350 370 0.020 0.240 4,000 125 0.020 0.240
12 5,350 335 0.500 1.300 4,900 440 0.250 0.950 4,950 310 0.150 0.750 3,700 1,000 0.150 0.750
16 18,000 300 0.500 1.300 9,000 390 0.250 0.950 7,900 250 0.150 0.750 5,900 1,000 0.150 0.750
20 18,000 3,200 0.400 1.200 9,000 2,300 0.200 0.850 7,900 2,000 0.130 0.700 5,900 1,000 0.130 0.700
25 18,000 3,200 0.400 1.200 9,000 2,300 0.200 0.850 7,900 2,000 0.130 0.700 5,900 1,000 0.130 0.700
30 18,000 3,200 0.400 1.200 9,000 2,300 0.200 0.850 7,900 2,000 0.130 0.700 5,900 1,000 0.130 0.700
35 18,000 3,200 0.250 0.950 9,000 2,300 0.130 0.700 7,900 2,000 0.090 0.550 5,900 625 0.090 0.550
40 12,500 3,200 0.100 0.600 8.000 2,300 0.060 0.450 7,450 2,000 0.060 0.450 5,600 270 0.060 0.450
20 7,000 1,500 0.090 0.590 7,000 1,450 0.055 0.430 7,000 1,250 0.055 0.430 5,250 255 0.055 0.430
30 6,000 550 0.065 0.500 6,000 660 0.040 0.390 6,000 540 0.040 0.390 4,500 185 0.040 0.390
40 4,300 520 0.500 1.500 4,300 630 0.250 1.050 4,300 510 0.160 0.880 3,200 1,000 0.160 0.880
15 14,400 375 0.310 1.200 7,200 450 0.160 0.880 6,350 370 0.110 0.730 4,750 625 0.110 0.730
25 10,000 3,200 0.125 0.780 6,400 2,300 0.080 0.625 6,200 2,000 0.080 0.625 4,650 285 0.080 0.625
30 6,000 1,500 0.600 1.800 6,000 1,450 0.300 1.300 6,000 1,250 0.200 1.000 4,500 1,100 0.200 1.000
30 13,000 570 0.700 2.100 6,500 690 0.400 1.700 5,700 570 0.250 1.350 4,300 950 0.250 1.350
9,500 3,500 0.800 2.500 5,200 2,500 0.500 2.100 4,500 2,200 0.300 1.700 3,400 875 0.300 1.700
7,500 3,000 0.900 3.000 4,300 2,200 0.600 2.600 3,750 1,900 0.350 2.000 2,800 750 0.350 2.000
6,200 2,500 3,600 2,000 3,150 1,750 2,350
2,000 1,750 1,500
Depth of Cut Ap Axial Depth
Ae Radial Depth
D Outside Diameter
n Speed
Vf Feed
Decrease both spindle speed and feed rate proportionally when the milling parameters exceed the machine's maximum spindle speed.
Recommend air blow or oil mist.
Recommend oil coolant for stainless steels and heat resistant alloys.
Recommend wet collant for copper
The tolerance of below 1 is below 5 .
www.jjtools.co.kr 210